OneCNC 시리즈 업데이트
이것은 전체 원씨엔씨의 업데이트 내역입니다.
경우에 따라서 버전번호에 점프되어 나타날 수 도있습니다.
이것은 우리가 철저하게 검증 된 기능 업데이트를 해제하기 전에 버전을 테스트 집중 및 지속적인 내부 테스트에 의한 것입니다.
업데이트를 다운로드하기 위한 참조로 OneCNC 업데이트 페이지를 선택하세요.
이것은 전체 원씨엔씨의 업데이트 내역입니다.
경우에 따라서 버전번호에 점프되어 나타날 수 도있습니다.
이것은 우리가 철저하게 검증 된 기능 업데이트를 해제하기 전에 버전을 테스트 집중 및 지속적인 내부 테스트에 의한 것입니다.
업데이트를 다운로드하기 위한 참조로 OneCNC 업데이트 페이지를 선택하세요.
OneCNCXR8 62.81 업데이트에는 많은 조정 및 업데이트가 포함되며 주요 업데이트는 다음과 같습니다.
밀 프로파일
모따기 도구에는 드릴을 사용하지만 OneCNC는 작업에 적합한 도구를 사용하는 것을 선호합니다.
사용자가 모따기 공구 용 드릴을 사용하면 멈추지 않도록 프로파일 기능이 조정되었습니다.
밀 프로파일
밀 프로파일은 다시 벽 테이퍼 및 볼 엔드 밀로 조정되었다.
레이어
도구 경로를 편집하여 중복 레이어가 생성되지 않도록 레이어 기능이 조정되었습니다.
C 축 페이스 툴 패스
C 축면 공구 경로 기능이 4 축 전체 기능으로 변경 될 때 기능이 재설정되도록 조정되었습니다.
노트:
OneCNC 공구 라이브러리에 공구 크기를 입력 할 때 정밀 가공에서 올바른 결과를 얻으려면 올바른 값을 입력해야합니다.
테이퍼 공구 데이터를 입력하면 공구 직경이 공구 끝에서 공구 직경에 입력 할 직경입니다.
공칭 4mm 볼이있는 SandviK 테이퍼 볼 밀의 예를 보여 주지만 팁의 직경은 실제로 3.80 mm입니다.
3,80mm 직경은이 도구를 위해 OneCNC에 입력 할 직경입니다.
다행스럽게도 SANDVIK는 공구의 직경을 조각합니다.
공구가 새겨 져 있지 않으면 공에 접하는 각진 선을 사용하여 OneCNC에서 공구를 그리고 팁의 OneCNC 도면에서 직경을 얻을 수 있습니다.

OneCNCXR8 릴리스 62.81은 라이센스가 부여 된 모든 OneCNCXR8 사용자의 OneCNC 업데이트 서버에서 사용할 수 있습니다 .r.
OneCNCXR8 릴리스 62.80을 사용할 수 있습니다.
Z 레벨 러프
이전 릴리즈에서는 OneCNC 사용자에게 공구 간극 대화 상자에서 작업 상단을 Z 위치로 설정하는 것이 바람직하다는 것을 상기 시켰습니다.
이는 다중 축 상황의 경우 작업 상단의 평면 설정에도 적용됩니다.
일부 사용자는 클리어런스 대화 상자에서 Z 위치에있는 작업의 맨 아래를 사용하여 클리어런스를 수동으로 설정합니다.
일부 사용자는 평면을 상단 대신 바닥에 놓고 간격을 수동으로 설정합니다.
해당 유형의 설정을 사용하는 사용자를 돕기 위해 추가 조정을 수행했습니다.
Z 레벨 황삭 가공
Z 레벨 러프는 일부 설정에서 작동하지 않으므로 3D 러프의 나머지 가공 기능을 조정했습니다.
독립 스케일링
이 기능은 독립적 인 포인트 스케일링을 지원하도록 조정되었습니다.
언어
일본어가 갱신되었습니다.
이 업데이트는 라이센스가있는 모든 사용자가 OneCNC 업데이트 서버에서 사용할 수 있습니다.
OneCNCXR8 버전 업데이트 62.77
OneCNCXR8 릴리스 62.77에는 여기에 자세히 설명 된 많은 조정이 포함되어 있지만 먼저 모든 OneCNC 사용자에게 알림이 표시됩니다.
스톡 모델 공구 경로를 사용할 때는 재료 상단 Z (작업 상단)의 상단을 항상 올바르게 설정해야합니다.
이것은 알림이지만 툴 클리어런스 대화 상자 재료 상단 설정의 모든 버전의 OneCNC에서 항상 요구되는 사항이었습니다.
이는 모든 클리어런스 값을 제어 할뿐만 아니라 포켓 프로파일 드릴링의 깊이 값과 스톡 공구 경로의 모든 깊이를 제어합니다.
이것은 전형적인 부분을 보여주고 화살표는 Material Z Top을 나타냅니다.

재료 Z 상단 (작업 상단)을 제어하는 간격 대화 상자가 표시됩니다.

이 릴리스에는 많은 기능 조정이 포함되어 있으며 주요 조정입니다.
도움말 파일
새로운 업데이트 된 영어 도움말 파일 및 자습서
인쇄
유효하지 않은 엔티티로 인해 인쇄가 실패하지 않도록 개선되었습니다.
Z 레벨 러프
Z 레벨 거친 공구 경로가 생성되지 않도록 개선
시뮬레이션 조각
조각 도구 시뮬레이션이 향상되었습니다.
스레드 사이클
선반 나사산 나사산 길이 Z 양의 방향이 수정되었습니다.
언어
중국어 업데이트
일본어 업데이트
HS 포켓
재료 상단을 Z 양성으로 설정 한 경우 HS Open으로 생성되지 않도록 HS Closed pocket을 조정하여 추가 개선했습니다. 사용시 상단 가장자리 마감을 포함하여 포켓 상단 가장자리의 동작을 변경하는 오프셋 방법이 변경되었습니다.
밀 프로파일
불 노스 툴을 거친 깊이로 테이퍼 각도로 설정 한 밀 프로파일은 프로파일의 상단 모서리를 시작하는 개선 된 동작 방법과 함께 수정되었습니다.
밀 프로파일
밀 프로파일 공구 팁 반경 오프셋이 수정되었으며 프로파일의 상단 모서리에 대한 일반적인 동작 개선이 이루어졌습니다.
스톡 공구 경로를 사용할 때 각 기능에서 가장 중요한 값 중 하나는 Job Z 값의 최상위입니다.
항상 작업 위에 있어야합니다
다른 Z 레벨에서 경계를 가질 수 있지만 작업 상단은 항상 OneCNC의 도구 설정 대화 상자에서 사용되는 Z 값이어야합니다
이 첫 번째 그래픽은 테이퍼 볼 밀이 포켓을 포켓에 넣고 프로파일 링하는 데 사용되는 것을 보여줍니다.

OneCNCXR8은 표준 스타일 스퀘어 엔드 밀, 스퀘어 엔드 볼 노즈의 테이퍼 공구 및 불 노스 스타일을 지원합니다.
사용자는 이러한 도구 중 일부는 도구의 주요 직경이 종종 포켓 또는 프로파일 경계 외부에 있음을 알고 있어야합니다.
물론 이는 가공중인 포켓 또는 프로파일과 비교하여 공구 크기와 길이에 따라 다릅니다.

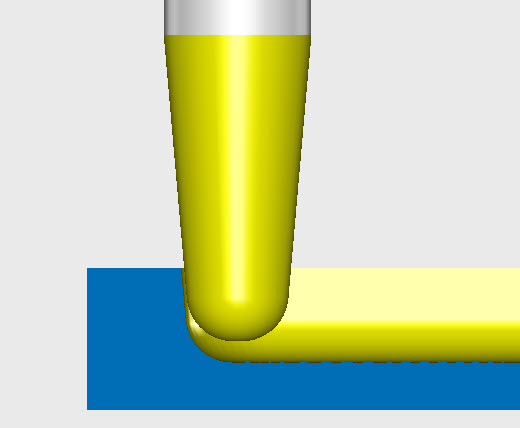
거친 및 핀치 매개 변수를 사용하는 Bullnose End Mill을 사용한 테이퍼 형 벽 포켓이 표시됩니다.

공구의 팁 반경이 사용되는 공구의 모서리가 포켓 깊이보다 큰 얕은 포켓은 이제 경계까지 절단됩니다.

이것은 포켓 깊이가 반경보다 작은 것을 더 명확하게 보여줍니다.

여기에는 사각 엔드 밀을 사용한 프로파일 마감과 볼 밀을 사용한 프로파일이있는 얕은 포켓이 표시됩니다.

OneCNC에서 많은 도구는 포켓 또는 프로파일 기능의 경계를 넘어 돌출되어 있습니다.
팁 반경이 포켓 또는 프로파일 깊이보다 작은 볼 엔드 밀 또는 테이퍼 엔드 밀의 주요 직경이 종종 프로파일 경계를 벗어납니다.
팁 반경이 큰 얕은 포켓에는 고속 포켓을 사용하지 않는 것이 좋습니다.
마무리 프로파일 설정이있는 Traditional Pocket 또는 Zig Zag 포켓 스타일이 더 좋습니다.
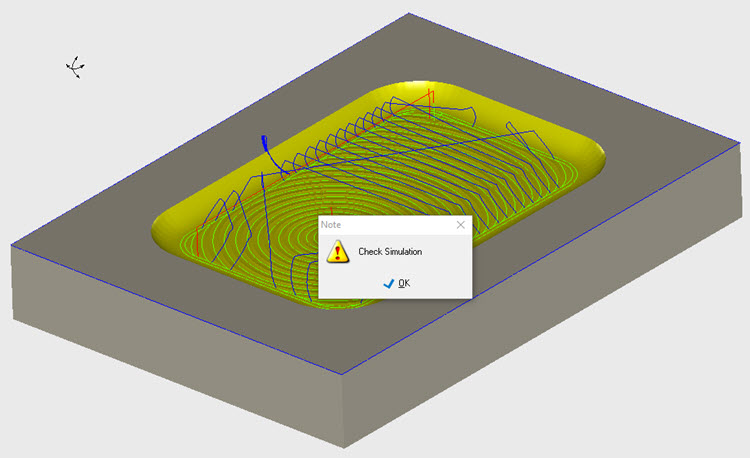
이 얕은 깊이 포켓에 HS 스타일을 사용하면 시뮬레이션을 확인하라는 메시지가 표시됩니다.
HS 스타일은 팁 반경이 포켓 깊이보다 큰 얕은 포켓에 적합한 마감 처리를 제공하지 않을 수 있습니다.

다음은 주요 직경이 경계를 초과하는 공구의 다른 일반적인 예입니다.
테이퍼 볼 엔드 툴
테이퍼 형 Bullnose 도구

테이퍼 스퀘어 엔드 툴

모따기 도구를 포함하여 돌출 된 스톡 도구 경로가 많이 있습니다.
모델 공구 경로에는 더 많은 상황이 있습니다.
이것이 파일을 기계에 게시하기 전에 모든 공구 경로를 시뮬레이션해야하는 이유입니다.
이 그래픽은 모따기 도구를 보여줍니다.

OneCNCXR8 버전 62.73은 라이센스가 부여 된 모든 OneCNCXR8 사용자가 OneCNC 업데이트 서버에서 사용할 수 있습니다.
OneCNC 업데이트
OneCNCXP 5.23
7월 31 2003
OneCNCXP 5.27
9월 05 2003
OneCNCXP 5.29
9월 12 2003