OneCNCXR2 7.51
Aggiornare 7.51 Rilasciato 3 maggio 2006
Aggiornare 7.51 ha nuove funzionalità
Che cosa è in questo aggiornamento:
Questo nuovo aggiornamento per il software XR2 fresatura è la più ampia aggiornamento a metà serie nella storia della OneCNC. OneCNCXR2 solo gli utenti devono opportunità di avere l'ultima tecnologia senza alcun costo aggiuntivo. Se è richiesto un CDROM c'è una tassa per questo così come un costo aggiuntivo per il post e la manipolazione. Si prega di contattare l'ufficio vendite se è necessario un CDROM.
Questo aggiornamento è disponibile per tutti gli utenti di licenza per il controllo aggiornamento automatico e sarà disponibile dalla sezione aggiornamento automatico.
Dimostriamo qui che noi ascoltiamo i nostri utenti e aggiungiamo ove possibile, le caratteristiche richieste con il nostro progressivo sviluppo continuo in linea con la continua introduzione di nuove tecnologie.
Non tutte le singole richieste vengono aggiunti perché ora abbiamo 10.000 sistemi individuali là fuori, probabilmente, più di 15.000 singoli utenti e, naturalmente, abbiamo un solo software. Questo, naturalmente, diventa una operazione di mammut e alcune volte una nuova caratteristica o una funzione è un compromesso per alcuni utenti a ciò che vogliono, ma a molti altri, proprio quello che stavano cercando.
E 'anche importante come ci aggiungiamo funzionalità che noi non perdiamo l'appello del software di essere facile da usare. E 'facile aggiungere campane e fischietti e di rendere difficile da usare, ma difficile da implementare molte funzioni, mentre in realtà migliorando la facilità d'uso.
Abbiamo un gruppo fedele di beta tester che ci assistono ed è con loro assistenza dedicata che siamo in grado di portare ad un così alto livello di integrità nel nostro software OneCNC.
In sostanza ciò che questo aggiornamento include:
Nuova velocità turbo per la creazione di percorsi utensile molto evidenti con grande sgrossatura a Z, dove la velocità di creazione è 2-10 volte più veloce rispetto alle versioni precedenti. Anche se questo non è elencato come una nuova funzione è un miglioramento drammatico e un eccitante per gli utenti avanzati.
Di fronte a confini interni.
1. Funzione intascando ha una nuova capacità di rifinire con lo stesso strumento come sgrossatura.
2. Intascando ora ha entrata indipendente ed uscita sul taglio finale.
3. Funzioni tasca ha la capacità per la finitura del fondo per mezzo di ultimo taglio.
4. Nuova possibilità per la velocità indipendente e avanzamento over-ride in finitura tasca
5. Mangimi finitura della tasca e velocità indipendente o una percentuale di sgrossatura.
6. Pocket ha 3 tipi di finitura a livelli personalizzati i livelli di sgrossatura o la profondità totale.
7. Funzione di profilo ha capacità di rifinire con lo stesso strumento sgrossatura
8. Funzione di profilo ha più passate di sgrossatura.
9. Profilo ha ingresso automatico indipendente e di uscita.
10. Profilo ha la capacità per i feed finiture personalizzate e velocità.
11. Funzione Profilo ha finitura del fondo a titolo di ultimo taglio
12. Funzione di profilo con tagli di finitura personalizzati per la finitura a portata di mano per i profili conici
13. Funzione Circle pulito ha la capacità di finire con lo stesso strumento di sgrossatura
14. Clean Circle ha l'uscita automatica iscrizione di sgrossatura e finitura
15. Funzione cerchio Clean ha finitura del fondo a titolo di ultimo taglio
16. Clean cerchio aveva cono aggiunto ora.
17. Il feed finitura del cerchio pulito e velocità indipendente o una percentuale di sgrossatura
18. Funzione di smusso include nuova uscita ingresso indipendente al taglio.
19. Nuovo piano di costruzione per il piano di visualizzazione dello schermo
20. Nuova capacità in post per la foratura di avere XY in prima posizione
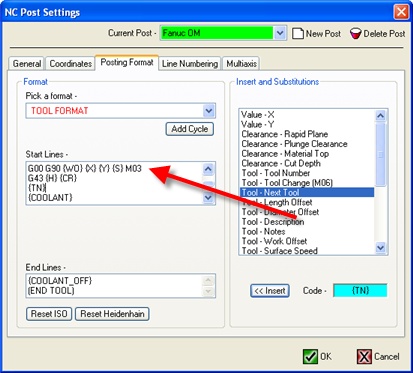
21, New possibilità di avere uno strumento di pre-chiamata nella cambio utensile per richiamare l'utensile successivo pronto
22. Nuova abilità nel post per il cambio utensile per avere la posizione XY prima della chiamata per lo strumento lunghezza d'New possibilità di duplicare un gruppo in Gestione NC
23. Nuova capacità di duplicare una funzione in Gestione NC
24. Nuova protezione dongle pronto per una nuova serie dongle realizzate appositamente per OneCNC
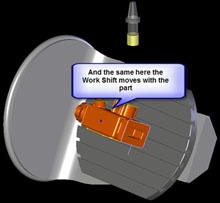
25. Nuova capacità turno di lavoro nella capacità Maiusc NC Responsabile New Work per l'asse più in cui la macchina richiede il turno di lavoro da ruotare con la parte
26. Nuovo controllo turno di lavoro per consentire lo spegnimento della rotazione del turno di lavoro per le macchine di posizione fisse
27. Nuova capacità Multi Axis per gestire il controllo direzionale sulla X e Y in tempo reale nel post
28. Nuova capacità di controllare l'anteprima accurata dei movimenti della macchina in tempo reale di multiasse
29. Il collegamento DNC è stata modificata per una migliore maneggevolezza tuta e il salvataggio dei file di grandi dimensioni
30. Integrazioni Ampie per 10 lingue così come il supporto Unicode ora nell'editor DNC.
31. Il post G01 può ora includere la {S} per consentire la velocità del mandrino over-ride per i tagli di finitura
32. La selezione strumento è stato modificato per aver migliorato la logica di sicurezza selezione tempo reale abete delle correzioni di lunghezza e diametro e la possibilità di modificare personalizzato questi registri.
33. Supporto Trunnion per le varie macchine tradizionali come Haas Hermle DMG Mikron per visivo in tempo reale un'anteprima del funzionamento della macchina.
34. Il collegamento newsletter si trova ora nella scheda Oggi OneCNC.
35. È ora possibile selezionare superficie di estrusione, anche se la superficie può essere parte di un solido per estrudere il solido.
36. Nuova funzione aggiunta nel File> Proprietà> colori> per selezionare un colore per l'indicatore di palla turno di lavoro.
Oltre a molti altri parametri e regolazioni non specificamente elencati qui.
Piano di costruzione
Questo nuovo piano di costruzione permette dell'aereo per essere creato dal piano vista corrente.
Nuovo piano di costruzione per il piano di visualizzazione dello schermo è utile per posizionare il piano per il lavoro multiasse in cui l'area di essere macchine da consultati risulta da ostruzioni. Questo perché è possibile impostare il piano di lavoro al piano di costruzione. Questo può essere fatto creando una barriera o una superficie estensioni ecc

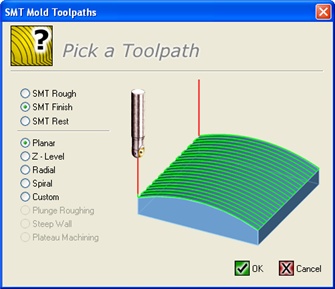
SMT percorso utensile di
La SMT percorso utensile sono state ottimizzate in misura ora che sono da due a dieci volte più veloce rispetto alle precedenti sul file di grandi dimensioni, perché abbiamo inserito una nuova tecnologia Turbo. Questo è molto evidente a livello Z sgrossatura e finitura che consente la tolleranza traguardo essere impostato stretto e ancora calcolare in tempi ragionevoli.
Anche se questo non è elencato come una nuova funzione è un miglioramento drammatico e un eccitante per gli utenti avanzati.
Multi assi
Lavorazione Multi asse ha ora la possibilità di avere il controllo direzionale su entrambi gli assi 4 e 5. Nella modalità 5 asse principale 4 ° asse può essere intorno al X o Y.

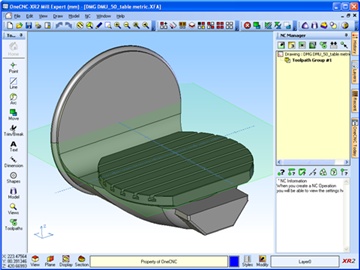
Snodo Supporto
Il supporto è ora disponibile per tutte le macchine tradizionali Haas Micron Hermle DMG per citarne alcuni che sono stati installati negli ultimi mesi.
Modelli oscillanti per la simulazione completa la verifica dell'integrità del programma di anteprima sono stati resi disponibili per il download dal servizio OneCNC Newsletter.
Qui di seguito mostra un DMG Snodo da loro macchina DMU50 che abbiamo recentemente installato sia su Siemens e comandi della macchina Heidenhain.
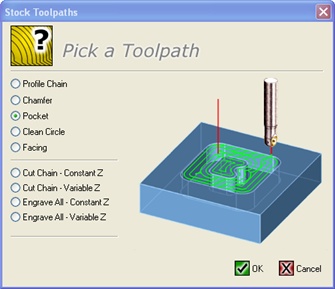
Pocket Funzione
Funzione intascando ora ha la capacità di finire con lo stesso strumento, come sgrossatura con uscita inserimento automatico per l'inizio e la fine del taglio finale.
Nuova abilità nelle funzioni tasca per finitura del fondo mediante ultimo taglio.
Nuova capacità di ingresso indipendente e di uscita del taglio nel rivestimento tasca
New possibilità di personalizzare il feed finitura della tasca e velocità indipendente o una percentuale di sgrossatura.
La prima finestra di dialogo sui percorsi utensile Archivio non vi è alcun cambiamento e le selezioni sono lo stesso.
La finestra di dialogo successiva è anche lo stesso quindi non ci sono nuove impostazioni da imparare qui.
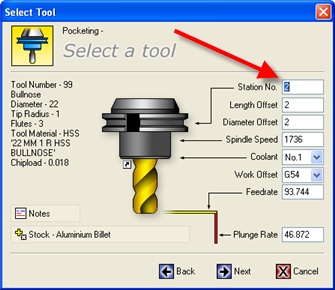
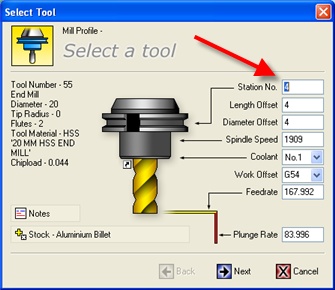
La finestra di dialogo di selezione strumento ha un cambiamento funzionalità.
Il numero della stazione dispone di una nuova tecnologia di sicurezza automatica per consentire cambiamenti nelle offset.
Non c'è nessuna scatola per la selezione dell'utensile. Il numero di stazione sia proviene dalla libreria utensile di selezione dello strumento o semplicemente digitare il numero della stazione. Lo è fatto in questo modo in modo che, come si inserisce il numero di correzione utensile la lunghezza e l'offset diametro verrà impostato automaticamente.
Il metodo corretto di selezione e impostazione di uno strumento
Quando viene visualizzata questa finestra di dialogo la prima cosa da fare è selezionare lo strumento prima di tutte le altre impostazioni.
1. Strumento Selezione
2. Selezionare Numero stazione (lunghezza e diametro offsite cambierà)
Verificare che la lunghezza e il diametro di offset sono corretti
3. Selezionare il materiale (se non già impostato)
4. Selezionare liquido di raffreddamento (se non già impostato)
5. Spostamento Selezionare il lavoro (se non già impostato)
Fare clic su Avanti.
Nota:
Dopo aver impostato lo strumento e offset, è possibile ora di cambiare gli offset di numeri personalizzati, piuttosto che gli stessi numeri, se necessario, e rimarrà impostato.
Se si modificano le correzioni in un secondo momento rimarranno set.
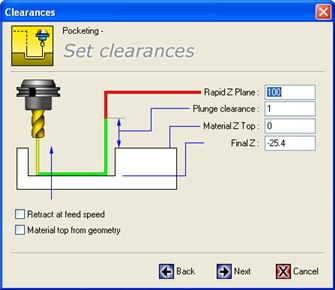
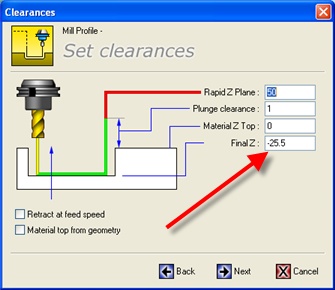
La finestra di dialogo set distanze è proprio la stessa di prima.
Z finale
Questo è il valore in valore assoluto o il valore della geometria del contorno selezionata della tasca come definito dalla codifica Top Materiale da Geometry.
Materiale Top Dalla geometria
Si ha la possibilità di selezionare il valore Z delle tasche è da un valore Z assoluto o valore Z può essere la stessa della geometria del contorno tasca selezionata.
Attenzione Nota speciale:
Noi anche sottolineare a questo punto il piano di sicurezza Z deve essere sempre impostato alto del morsetto o qualsiasi altra altezza ostruzione da parte in lavorazione in modo che quando le rapide utensile sopra il lavoro che sarà sempre in una posizione di distanza per una completa sicurezza.
Questa finestra di dialogo successiva mostra la nuova tecnologia per la sgrossatura e finitura della tasca.
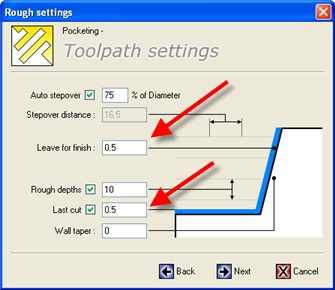
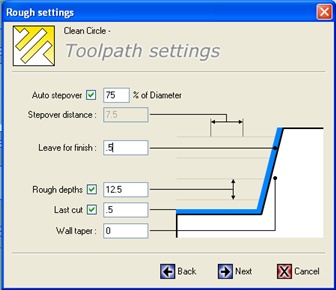
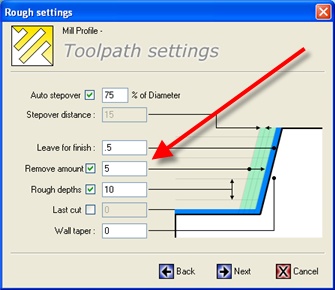
Impostazioni grezzi
Passaggio automatico Sopra
Il passaggio automatico sopra può rimanere impostare una volta stabilita la fase desiderata sopra. Il passo sopra per tasche è normalmente circa il 50%, anche se questo può essere impostato al valore desiderato purché pulisce la tasca. Questo può essere verificato eseguendo simulazione e se non è pulire la percentuale può essere modificata senza dover riselezionare la tasca.
Step Over Distance
Se si desidera che il passo oltre ad essere una distanza esatta solo tag Nazioni Unite il passo auto sopra e inserire il valore desiderato nel passo sopra dialogo a distanza che non sarà in grigio una volta senza tag.
Lasciare agire per Finish
Questo è il valore per l'importo che si sta per partire per il taglio finale, che sarà eseguita nella finestra di dialogo successiva.
NOTA SPECIALE merito profondità di massima:
Depths grezzi
Questo è il valore della profondità di taglio effettivo e "non è una profondità media più", ma la quantità effettiva profondità di taglio.
Ultimo Cut
Questo è il valore del taglio finale sul fondo della tasca che diventa efficace il taglio finitura sul fondo.
Muro Taper
Cono Wall è gradi reali del cono sulla parete della tasca.
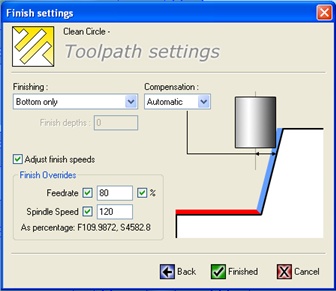
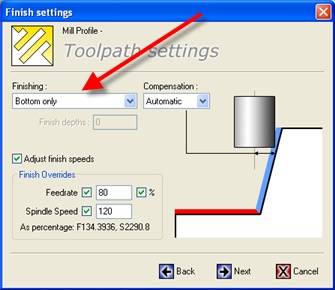
Impostazioni di finitura
Questo è dove si imposta la funzionalità della finitura. Questo accade anche se non si è impostato un valore per finitura impostato sulle impostazioni di dialogo grezzi.
Nelle impostazioni di dialogo grezzi se si imposta un valore per la finitura sarà applicata fino al traguardo. Anche se non si dispone di un valore fissato lì eseguirà la finitura fondamentalmente come un taglio di primavera.
La finitura può essere impostato come:
Livelli grezzi
Questo userà lo stesso strumento come la sgrossatura e finitura effettuare tagli agli stessi livelli che sono stati utilizzati per la sgrossatura per questo è chiamato Livelli Rough.
Solo Inferiore
Se utilizzato eseguirà la finitura in un taglio a tutta la profondità della tasca.
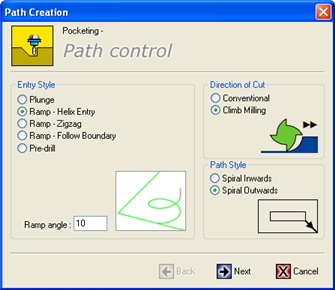
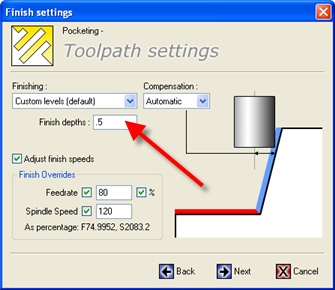
Livelli personalizzati
Questo valore è possibile impostare alla profondità finale che si richiedono. Per esempio, se la tasca è parete conica è possibile impostare questa bella e utilizzare un mulino a sfere con un piccolo raggio di punta e fare rifinita profondità passa.
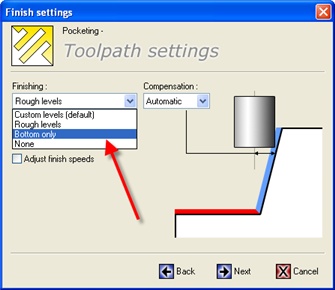
Questa immagine mostra i livelli personalizzati
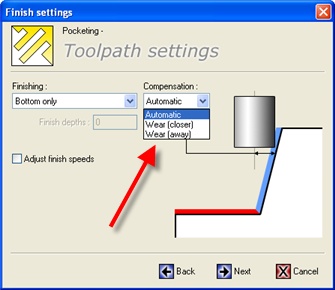
Compensazione Tool:
Hai 3 scelte qui
Automatico
Questo è dove OneCNC compenserà automaticamente la taglierina utilizzando il valore del raggio dalla libreria utensili ed è il tipo consigliato di compensazione.
Wear (Closer)
Questa impostazione utilizza l'offset automatico e applica i codici di correzione per la macchina in modo che si può avere il controllo della tolleranza dello strumento al vostro controllo della macchina per controllare tolleranze strette.
Wear (Away)
Questa impostazione utilizza l'offset automatico e applica i codici di correzione per la macchina in modo che si può avere il controllo della tolleranza dello strumento al vostro controllo della macchina per controllare tolleranze strette.
Speciale Avvertenza sull'uso di Wear Closer o via
Quando si utilizza questa funzione deve essere usata con cautela e attenzione. E 'necessario disporre di un valore zero per il diametro dell'utensile nel controllo perché il software è automaticamente l'impostazione per lo strumento. L'unico valore che dovrebbe essere necessario utilizzare al controllo della macchina sarebbe la quantità di tolleranza che è necessario regolare per tenere la dimensione di tolleranza desiderato.
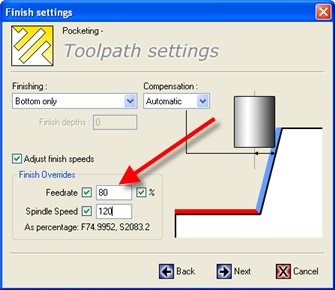
Finitura Oltre Giro
Regolare costi finitura
Se si etichetta regolare la velocità di finitura vi permetterà di utilizzare un feed e velocità diversa a quella della sgrossatura.
Tagging la regolazione gira solo la possibilità di regolazione su. Non accendere la velocità o la variazione di alimentazione. Che viene attivato etichettando il feed o casella tag velocità.
Se si etichetta questo le caselle appariranno come mostrato. È possibile inserire i valori effettivi per l'alimentazione e la velocità o si può fare una percentuale dei feed e velocità originali.
Per poter utilizzare questa funzione, potrebbe essere necessario eseguire le seguenti operazioni.
Un nuovo utente con un'installazione pulita
Non avrete bisogno di fare nulla in quanto l'adeguamento è già stato fatto per il tuo post.
Per gli utenti OneCNC esistenti
Se sei un utente esistente e di aver installato questo aggiornamento sopra la parte superiore del vostro software esistente sarà necessario regolare il posto per questa azione che si svolgerà a distacco.
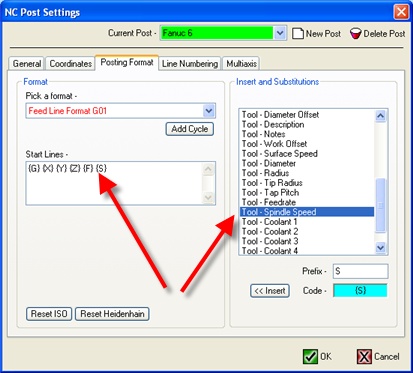
Regolazione del tuo post per attivare il mandrino Varietà Velocità
Basta aprire il post che utilizza e inserire il {S} nella linea Formato G01 avanzamento come mostrato qui.
Questo è dove si imposta il feed personalizzato e velocità per il profilo di finitura.
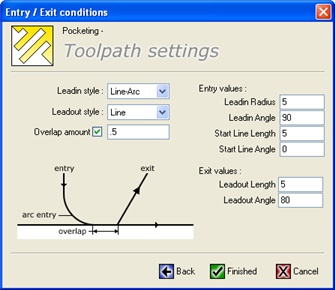
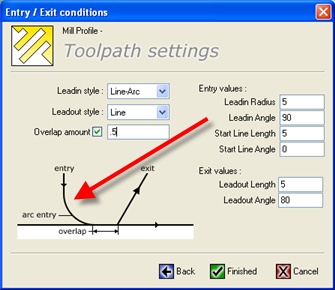
Entrata Uscita Condizioni
Questa è l'ultima finestra di dialogo dove è possibile impostare le condizioni di uscita iscrizione. Ci sono impostazioni separate per l'entrata e l'uscita. Si possono avere tre stili di ingresso o di uscita.
Linea
Questo è dove vi è solo una voce sola linea per l'entrata o l'uscita
Linea Linea
Questo è dove si può avere voce Linea Linea o di uscita, che per l'uso in aree difficili da controllare la direzione e il metodo di entrata o di uscita. La lunghezza linea di partenza è la lunghezza della prima linea di entrata per il quale si ha un angolo linea di partenza che si applica ad esso. La seconda linea, che è la guida in linea dispone anche di un controllo dell'angolo per questa parte la linea di entrata o di uscita. Si consiglia di impostare questo e la trama indietro e visualizzare i risultati fino a diventare fiducioso in uso. Ogni dubbio solo sare line o linea dell'arco che è più facile da usare.
Linea Arc
La ragione c'è una linea e arco compensazione eventuale avviene su questa prima linea prima dell'arco in quanto non è possibile utilizzare la compensazione direttamente su un arco.
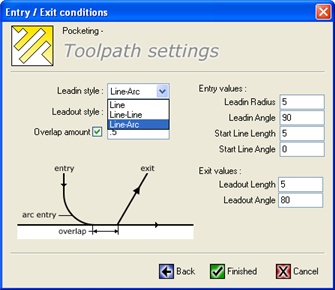
Overlap
Questa impostazione è aggiunta per assicurare una buona miscela di finitura. Questo dovrebbe essere usato con cautela con tasche difficili e non dovrebbe mai essere utilizzato in prossimità di angoli o spigoli ad angolo taglienti come la sovrapposizione potrebbe andare oltre quel punto. Una lunghezza normale per questo non deve essere superiore a dire 5% del raggio utensile per sovrapposizione.
NCManager
Il Gestore NC è stato ampiamente modificato per includere ora la duplicazione di gruppi e duplicati di funzioni
Duplicare Group
Per duplicare un gruppo solo evidenziare il gruppo di manager e cliccare con il tasto destro del mouse e apparirà questo menu. Selezionare gruppo duplicato da qui e l'intero gruppo verrà duplicato.
Questa capacità duplica tutte le funzioni all'interno del gruppo e crea un nuovo gruppo chiamato Duplicate del gruppo (nome).

Duplicare Funzionamento
Questa funzione permette il duplicato di una particolare operazione.
Per duplicare una operazione solo evidenziare la funzione e fare clic sul pulsante destro del mouse e selezionare il funzionamento duplicato.

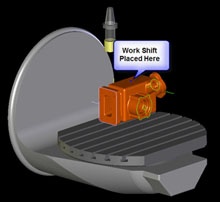
Turno di lavoro
Nuova capacità turno di lavoro in Gestione NC

Il nuovo spostamento è per la capacità di 3 assi, ma anche adatta alle capacità multiasse.
Se non si seleziona il turno di lavoro e metterlo da parte vostra che funzionerà proprio come ha sempre fatto dal mirino dello schermo. Si sta lavorando solo se si seleziona una posizione lontana da zero XY. Per avere a XY zero mirino Ecco dove si trova per impostazione predefinita e non mostra come una palla perché sarebbe spenta in quel punto.
Per utilizzare questa funzione è sufficiente rendere il vostro percorso utensile di in modo normale senza preoccuparsi dove la Zero di XY è. Poi, quando si registra fare clic destro del Gruppo nella gestione nc e selezionare il turno di lavoro e posizionare il turno di lavoro sulla posizione della parte in cui si desidera che sia la posizione XY zero o l'Opera di coordinate sulla macchina. Per impostazione predefinita, verrà visualizzato come una piccola palla nera. Se si desidera che il colore di questo per essere personalizzato passare alle proprietà> Colori> e modificare il valore predefinito di nero al colore scelto.
Questo consente ora per la parte da posizionare ovunque sullo schermo durante la programmazione e il turno di lavoro può essere utilizzato per posizionare coordinare il lavoro di XY zero sulla parte.
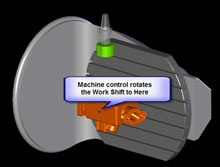
Per l'asse più in cui la macchina richiede turno di lavoro da ruotare con la parte
Nuovo controllo turno di lavoro per consentire lo spegnimento della rotazione del turno di lavoro per le macchine di posizione fisse
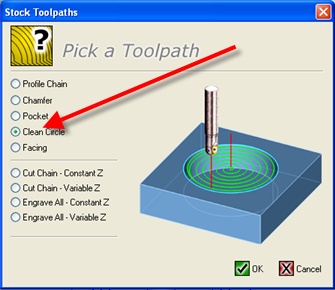
Clean Circle Funzione
Nuova funzione Clean Circle, che ha la capacità di finire con lo stesso utensile di sgrossatura con uscita ingresso automatico.
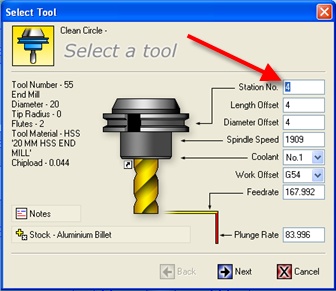
La finestra di dialogo di selezione strumento ha un cambiamento funzionalità.
Il numero della stazione dispone di una nuova tecnologia di sicurezza automatica per consentire cambiamenti nelle offset.
Non c'è nessuna scatola per la selezione dell'utensile. Il numero di stazione sia proviene dalla libreria utensile di selezione dello strumento o semplicemente digitare il numero della stazione. Lo è fatto in questo modo in modo che, come si inserisce il numero di correzione utensile la lunghezza e l'offset diametro verrà impostato automaticamente.
Il metodo corretto di selezione e impostazione di uno strumento
Quando viene visualizzata questa finestra di dialogo la prima cosa da fare è selezionare lo strumento prima di tutte le altre impostazioni.
1. Strumento Selezione
2. Selezionare Numero stazione (lunghezza e diametro offsite cambierà)
Verificare che la lunghezza e il diametro di offset sono corretti
3. Selezionare il materiale (se non già impostato)
4. Selezionare liquido di raffreddamento (se non già impostato)
5. Spostamento Selezionare il lavoro (se non già impostato)
Fare clic su Avanti.
Nota:
Dopo aver impostato lo strumento e offset, è possibile ora di cambiare gli offset di numeri personalizzati, piuttosto che gli stessi numeri, se necessario, e rimarrà impostato.
Se si modificano le correzioni in un secondo momento rimarranno set.
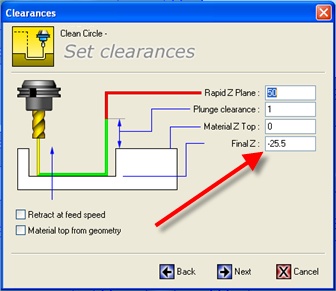
La finestra di dialogo set distanze è proprio la stessa di prima.
Z finale
Questo è il valore in valore assoluto o il valore della geometria del contorno selezionata della tasca come definito dalla codifica Top Materiale da Geometry.
Materiale Top Dalla geometria
Si ha la possibilità di selezionare il valore Z delle tasche è da un valore Z assoluto o valore Z può essere la stessa della geometria del contorno tasca selezionata.
Attenzione Nota speciale:
Noi anche sottolineare a questo punto il piano di sicurezza Z deve essere sempre impostato alto del morsetto o qualsiasi altra altezza ostruzione da parte in lavorazione in modo che quando le rapide utensile sopra il lavoro che sarà sempre in una posizione di distanza per una completa sicurezza.
Questa finestra di dialogo successiva mostra la nuova tecnologia per la sgrossatura e finitura della tasca.
Impostazioni grezzi
Passaggio automatico Sopra
Il passaggio automatico sopra può rimanere impostare una volta stabilita la fase desiderata sopra. Il passo sopra per cerchio pulito è normalmente circa il 50%, anche se questo può essere impostato al valore desiderato purché pulisce la tasca. Questo può essere verificato eseguendo simulazione e se non è pulire la percentuale può essere modificata senza dover riselezionare la tasca.
Step Over Distance
Se si desidera che il passo oltre ad essere una distanza esatta solo tag Nazioni Unite il passo auto sopra e inserire il valore desiderato nel passo sopra dialogo a distanza che non sarà in grigio una volta senza tag.
Lasciare agire per Finish
Questo è il valore per l'importo che si sta per partire per il taglio finale, che sarà eseguita nella finestra di dialogo successiva.
Depths grezzi
Questo è il valore della profondità di taglio effettivo e non una media più ma piuttosto la quantità effettiva profondità di taglio.
Ultimo Cut
Questo è il valore del taglio finale sul fondo della tasca che diventa efficace il taglio finitura sul fondo.
Muro Taper
Cono Wall è gradi reali del cono sulla parete della tasca.
Finitura Oltre Giro
Regolare costi finitura
Se si etichetta regolare la velocità di finitura vi permetterà di utilizzare un feed e velocità diversa a quella della sgrossatura.
Tagging la regolazione gira solo la possibilità di regolazione su. Non accendere la velocità o la variazione di alimentazione. Che viene attivato etichettando il feed o casella tag velocità.
Se si etichetta questo le caselle appariranno come mostrato. È possibile inserire i valori effettivi per l'alimentazione e la velocità o si può fare una percentuale dei feed e velocità originali.
Per poter utilizzare questa funzione, potrebbe essere necessario eseguire le seguenti operazioni.
Un nuovo utente con un'installazione pulita
Non avrete bisogno di fare nulla in quanto l'adeguamento è già stato fatto per il tuo post.
Per gli utenti OneCNC esistenti
Se sei un utente esistente e di aver installato questo aggiornamento sopra la parte superiore del vostro software esistente sarà necessario regolare il posto per questa azione che si svolgerà a distacco.
Regolazione del tuo post per attivare il mandrino Varietà Velocità
Basta aprire il post che utilizza e inserire il {S} nel formato G01 Line Feed.
Compensazione Tool:
Hai 4 scelte qui
Automatico
Questo è dove OneCNC compenserà automaticamente la taglierina utilizzando il valore del raggio dalla libreria utensili ed è il tipo consigliato di compensazione.
Macchina
Questa compensazione fresa passa i codici alla macchina per consentire la piena fresa controllo bozzetto attraverso il passo finale. Questo naturalmente richiede di avere i registri corretti impostati nel controllo della macchina per gestire questo correttamente.
È necessario fare molta attenzione nel leggere il tuo manuale della macchina per assicurarsi che siete in grado di utilizzare qualsiasi funzionalità di compensazione utensile.
Se avete qualche dubbio a utilizzare la compensazione fresa utilizzare l'impostazione automatica. Questa impostazione OneCNC compenserà automaticamente per l'utente.
Wear (Closer)
Questa impostazione utilizza l'offset automatico e applica i codici di correzione per la macchina in modo che si può avere il controllo della tolleranza dello strumento al vostro controllo della macchina per controllare tolleranze strette.
Wear (Away)
Questa impostazione utilizza l'offset automatico e applica i codici di correzione per la macchina in modo che si può avere il controllo della tolleranza dello strumento al vostro controllo della macchina per controllare tolleranze strette.
Speciale Avvertenza sull'uso di Wear Closer o via
Quando si utilizza questa funzione deve essere usata con cautela e attenzione. E 'necessario disporre di un valore zero per il diametro dell'utensile nel controllo perché il software è automaticamente l'impostazione per lo strumento. L'unico valore che dovrebbe essere necessario utilizzare al controllo della macchina sarebbe la quantità di tolleranza che è necessario regolare per tenere la dimensione di tolleranza desiderato.
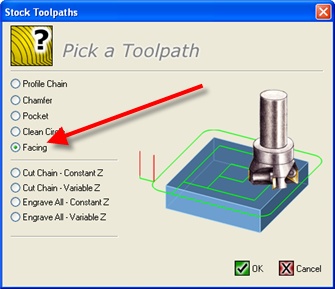
Di fronte Funzione
Affrontare con le isole
La funzione fronte ora può avere confini interni al fronte. E 'solo una questione di selezionare il contorno rivolto nonché eventuali confini interni. Questo è adatto finché non ci sono sporgenza sopra del livello del rivestimento. Se ci sono sporgenze superiori che devono essere evitate, è meglio usare il Pocket Function.
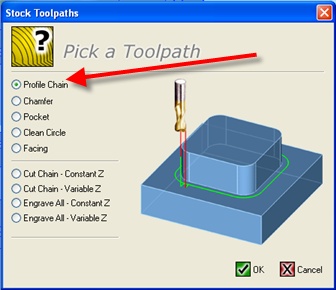
Profilo catena
Funzione Profilo catena
Nuova funzione dell'utente che ha la capacità di finire con lo stesso utensile di sgrossatura con uscita ingresso automatico.
La prima finestra di dialogo, come mostrato qui sotto non è cambiato questo è dove si seleziona la funzione di profilo da.
La finestra di dialogo di selezione strumento ha un cambiamento funzionalità.
Il numero della stazione dispone di una nuova tecnologia di sicurezza automatica per consentire cambiamenti nelle offset.
Non c'è nessuna scatola per la selezione dell'utensile. Il numero di stazione sia proviene dalla libreria utensile di selezione dello strumento o semplicemente digitare il numero della stazione. Lo è fatto in questo modo in modo che, come si inserisce il numero di correzione utensile la lunghezza e l'offset diametro verrà impostato automaticamente.
Il metodo corretto di selezione e impostazione di uno strumento
Quando viene visualizzata questa finestra di dialogo la prima cosa da fare è selezionare lo strumento prima di tutte le altre impostazioni.
1. Strumento Selezione
2. Selezionare Numero stazione (lunghezza e diametro offsite cambierà)
Verificare che la lunghezza e il diametro di offset sono corretti
3. Selezionare il materiale (se non già impostato)
4. Selezionare liquido di raffreddamento (se non già impostato)
5. Spostamento Selezionare il lavoro (se non già impostato)
Fare clic su Avanti.
Nota:
Dopo aver impostato lo strumento e offset, è possibile ora di cambiare gli offset di numeri personalizzati, piuttosto che gli stessi numeri, se necessario, e rimarrà impostato.
Se si modificano le correzioni in un secondo momento rimarranno set.
La finestra di dialogo set distanze è proprio la stessa di prima.
Z finale
Questo è il valore in valore assoluto o il valore della geometria del contorno selezionata della tasca come definito dalla codifica Top Materiale da Geometry.
Materiale Top Dalla geometria
Si ha la possibilità di selezionare il valore Z delle tasche è da un valore Z assoluto o valore Z può essere la stessa della geometria del contorno tasca selezionata.
Attenzione Nota speciale:
Noi anche sottolineare a questo punto il piano di sicurezza Z deve essere sempre impostato alto del morsetto o qualsiasi altra altezza ostruzione da parte in lavorazione in modo che quando le rapide utensile sopra il lavoro che sarà sempre in una posizione di distanza per una completa sicurezza.
Questa finestra di dialogo successiva mostra la nuova tecnologia per la sgrossatura e finitura della tasca.
Impostazioni grezzi
Passaggio automatico Sopra
Il passaggio automatico sopra può rimanere impostare una volta stabilita la fase desiderata sopra. Il passo sopra è normalmente circa il 50%, anche se questo può essere impostato al valore desiderato. Questo può essere verificato eseguendo simulazione e se non è pulire la percentuale può essere modificata senza dover riselezionare la catena.
Step Over Distance
Se si desidera che il passo oltre ad essere una distanza esatta solo tag Nazioni Unite il passo auto sopra e inserire il valore desiderato nel passo sopra dialogo a distanza che non sarà in grigio una volta senza tag.
Lasciare agire per Finish
Questo è il valore per l'importo che si sta per partire per il taglio finale, che sarà eseguita nella finestra di dialogo successiva.
Rimuovere Importo
Questa è la quantità totale di materiale da rimuovere.
Ad esempio, se si ha un blocco 100 MM piazza e si voleva che fosse una dimensione finita di 90 mm quadrati l'importo di rimozione sarebbe 5 mm.
Depths grezzi
Questo è il valore della profondità di taglio effettivo e non una media più ma piuttosto la quantità effettiva profondità di taglio.
Ultimo Cut
Questo è il valore del taglio finale sul fondo della tasca che diventa efficace il taglio finitura sul fondo.
Muro Taper
Cono Wall è gradi reali del cono sulla parete della tasca.
Finitura Oltre Giro
Regolare costi finitura
Se si etichetta regolare la velocità di finitura vi permetterà di utilizzare un feed e velocità diversa a quella della sgrossatura.
Tagging la regolazione gira solo la possibilità di regolazione su. Non accendere la velocità o la variazione di alimentazione. Che viene attivato etichettando il feed o casella tag velocità.
Se si etichetta questo le caselle appariranno come mostrato. È possibile inserire i valori effettivi per l'alimentazione e la velocità o si può fare una percentuale dei feed e velocità originali.
Per poter utilizzare questa funzione, potrebbe essere necessario eseguire le seguenti operazioni.
Un nuovo utente con un'installazione pulita
Non avrete bisogno di fare nulla in quanto l'adeguamento è già stato fatto per il tuo post.
Per gli utenti OneCNC esistenti
Se sei un utente esistente e di aver installato questo aggiornamento sopra la parte superiore del vostro software esistente sarà necessario regolare il posto per questa azione che si svolgerà a distacco.
Per tener conto ulteriori azioni in queste informazioni di aggiornamento si vedrà una voce per la velocità ei mangimi regolazione.
Compensazione Tool:
Hai 4 scelte qui
Automatico
Questo è dove OneCNC compenserà automaticamente la taglierina utilizzando il valore del raggio dalla libreria utensili ed è il tipo consigliato di compensazione.
Macchina
Questa compensazione fresa passa i codici alla macchina per consentire la piena fresa controllo bozzetto attraverso il passo finale. Questo naturalmente richiede di avere i registri corretti impostati nel controllo della macchina per gestire questo correttamente.
È necessario fare molta attenzione nel leggere il tuo manuale della macchina per assicurarsi che siete in grado di utilizzare qualsiasi funzionalità di compensazione utensile.
Se avete qualche dubbio a utilizzare la compensazione fresa utilizzare l'impostazione automatica. Questa impostazione OneCNC compenserà automaticamente per l'utente.
Wear (Closer)
Questa impostazione utilizza l'offset automatico e applica i codici di correzione per la macchina in modo che si può avere il controllo della tolleranza dello strumento al vostro controllo della macchina per controllare tolleranze strette.
Wear (Away)
Questa impostazione utilizza l'offset automatico e applica i codici di correzione per la macchina in modo che si può avere il controllo della tolleranza dello strumento al vostro controllo della macchina per controllare tolleranze strette.
Speciale Avvertenza sull'uso di Wear Closer o via
Quando si utilizza questa funzione deve essere usata con cautela e attenzione. E 'necessario disporre di un valore zero per il diametro dell'utensile nel controllo perché il software è automaticamente l'impostazione per lo strumento. L'unico valore che dovrebbe essere necessario utilizzare al controllo della macchina sarebbe la quantità di tolleranza che è necessario regolare per tenere la dimensione di tolleranza desiderato.
Regolazione del tuo post per attivare il mandrino Varietà Velocità
Basta aprire il post che utilizza e inserire il {S} nel formato G01 Line Feed.
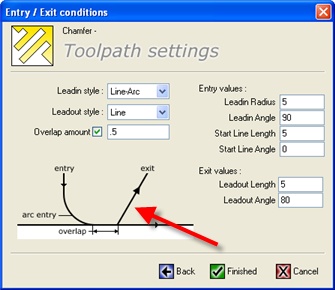
Entrata Uscita Condizioni
Questa è l'ultima finestra di dialogo dove è possibile impostare le condizioni di uscita iscrizione. Ci sono impostazioni separate per l'entrata e l'uscita. Si possono avere tre stili di ingresso o di uscita.
Linea
Questo è dove vi è solo una voce sola linea per l'entrata o l'uscita
Linea Linea
Questo è dove si può avere voce Linea Linea o di uscita, che per l'uso in aree difficili da controllare la direzione e il metodo di entrata o di uscita. La lunghezza linea di partenza è la lunghezza della prima linea di entrata per il quale si ha un angolo linea di partenza che si applica ad esso. La seconda linea, che è la guida in linea dispone anche di un controllo dell'angolo per questa parte la linea di entrata o di uscita. Si consiglia di impostare questo e la trama indietro e visualizzare i risultati fino a diventare fiducioso in uso. Ogni dubbio solo sare line o linea dell'arco che è più facile da usare.
Linea Arc
La ragione c'è una linea e arco compensazione eventuale avviene su questa prima linea prima dell'arco in quanto non è possibile utilizzare la compensazione direttamente su un arco.
Nuova abilità nelle funzioni di profilo di finitura del fondo mediante ultimo taglio
Nuova capacità nella funzione profilo con tagli multipli per la sgrossatura
New possibilità di personalizzare il feed finitura del profilo e velocità indipendente o una percentuale di sgrossatura.
Smusso Funzione
La funzione di smusso ora include una nuova uscita ingresso indipendente al taglio.
Gli utenti presenti con file memorizzati possono avere bisogno di modificare i valori di entità perché questa è una caratteristica aggiunta a tutte le versioni precedenti.
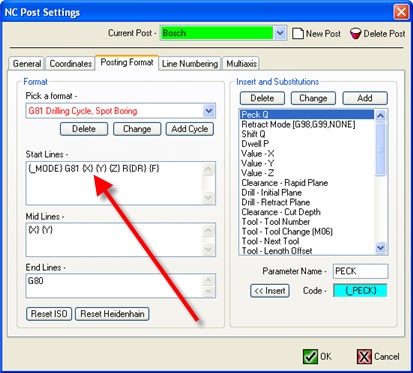
Cicli Drill
Cicli di foratura
Vi è ora una nuova capacità di post per la foratura di avere XY in prima posizione. Alcuni comandi della macchina in generale quelli PC meno intelligenti come Bosch Anilam e altri richiedono la posizione XY di essere nel ciclo anche se la macchina è già trasferito a quel punto.
Gli utenti presenti dovranno modificare il loro post per aggiungere questa funzionalità come facciamo non oltre-destra i posti per l'installazione.
Cambio Utensile
La possibilità di cambio utensile nel post è ora cambia di avere le nuove funzionalità elencate di seguito.
Selezione del numero utensile è cambiato. Questo è cambiato a causa della possibilità ora di avere la libertà di numeri compensare alternativi a quello dell'utensile.
La prima volta che si seleziona un utensile, il numero di utensile può venire dal file strumento se hai i numeri in là o il numero può essere digitato in Come si inserisce il numero di utensile si vedrà registro di altezza ed i numeri di registro Diametro cambiano automaticamente simultaneamente . È quindi possibile modificare i numeri di registro in modo indipendente, se necessario, e rimarrà salvata come quei numeri per questo programma.
Strumento di Pre-Call
Nuova possibilità di avere uno strumento di pre-chiamata nella cambio utensile per richiamare l'utensile successivo pronto. Ciò consente alle macchine che sono in grado di avere il prossimo strumento chiamato e averlo pronto in cambio di un cambio utensile rapido piuttosto che dover aspettare per la rivista da indicizzare.
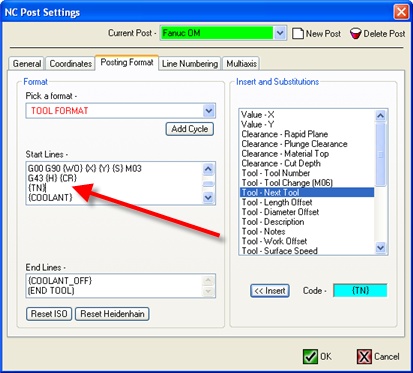
Cambio utensile XY Position prima della G43
Posta ha ora la possibilità per il cambio utensile per avere la posizione XY prima che la chiamata viene applicato per la compensazione lunghezza utensile. In una nuova installazione pulita tutti i messaggi hanno questa capacità aggiunto.
Per gli utenti già esistenti non abbiamo over-ride post quindi se si desidera utilizzare questa nuova capacità è necessario andare al cambio utensile del post e inserire il {X} {Y} nel posto appropriato.
DNC Editor
Il collegamento DNC è stata modificata per una migliore maneggevolezza tuta e il salvataggio dei file di grandi dimensioni

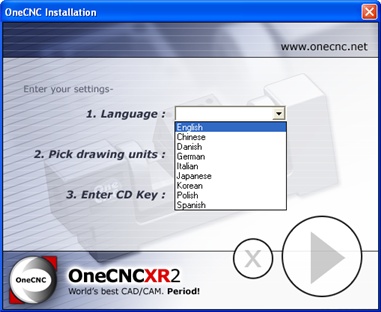
Lingue
Ampia modifiche e supplementi per 10 lingue così come il supporto Unicode ora nell'editor DNC.
La Unicode consente i caratteri giapponesi da utilizzare nelle note ecc nel programma NC.
Aggiornamenti OneCNC
OneCNCXP 5.23
Lug 31 2003
OneCNCXP 5.27
Set 05 2003
OneCNCXP 5.29
Set 12 2003