OneCNCXR 6.23
Actualización 6.23 lanzado 30 de Sept de 2004
La actualización 6.23 OneCNCXR tiene algunas alteraciones a la lógica de cambio de herramienta.
Este cambio no se incluye en los mensajes de existir por lo que necesita para añadir esta variable en su puesto. Al instalar 6.23 o posterior tendrá 3 nuevos mensajes automáticamente añadido que incluyen este cambio. Son Haas Nueva, Nueva Fanuc y Extron que incluyen.
Para los nuevos usuarios allí se agrega a los mensajes Fanús Haas y Extron
Efectivamente lo que esto significa que tiene la lógica para darle el control sobre la operación modal del cambio de herramienta. Este measn que si se utiliza la herramienta en más de una función y es la misma herramienta que tiene la capacidad de manejar esto, incluso si cambia el turno de trabajo o de velocidades y avances.
En este ejemplo se muestra el mensaje estándar para los controladores de tipo Haas y Fanuc. En realidad sólo hay un pequeño cambio en el usuario el resto es manejado por una nueva lógica. Si configura la publicación así podrás ver cómo funciona. También he incluido algunos mensajes para descargar.
El cambio sólo se aplica a las líneas de salida del cambio de herramienta en este ejemplo.
Publicar a los controladores compatibles o Haas Fanuc
Iniciar y Formato Finalizar
Líneas de inicio
| % | Inicializar el controlador |
| {Programar} ({} Parte) | Nombre Número de programa de pieza en soportes |
Las líneas finales
| M30 | Fin del programa y rebobinado |
| % | Fin del programa de envío |
Nota:
inicio de la herramienta y líneas de fondo siempre el mismo y no se ve afectada por las operaciones modales
Herramienta Cambiar Especificaciones
Aquí es un formato de cambio de herramienta estándar recomendada Haas / Fanuc.
Líneas de inicio
| {T} {M06} ({} TDES) | Número de herramienta herramienta de código de cambio de herramienta Descripción |
| {} Notas de herramientas | Notas de herramientas |
| G90 G80 G40 {} WO | programa de ciclos fijos absoluta cancelar cortador Comp cancelar Decalaje |
| {S} M03 | Velocidad del eje del husillo en el arranque hacia la derecha Cabezal |
| G43 | {H} Longitud de la herramienta borrador dirección + |
| / {} Refrigerante | Refrigerante de salto de bloque |
Las líneas finales
M01 (parada opcional para que pueda detener el programa en el extremo de una función de mecanizado)
Nota:
líneas de fondo siempre el mismo y no se ve afectado por las operaciones modales.
Alimentar Formato de línea
{G} {X} {Y} {Z} {F}
Formato de la línea rápida
{G} {X} {Y} {Z}
Formato de CW arco (G02)
{G} {X} {Y} {Z} {I} {J} {R} {F}
CCW Formato (G03)
{G} {X} {Y} {Z} {I} {J} {R} {F}
Compensación formato de la izquierda (G41)
| {G} {C} {X} {Y} {Z} {D} {F} | {D} Este es el diámetro de compensación para el diámetro de la fresa | {F} Esto es para el avance de mecanizado |
Compensación formato correcto (G42)
| {G} {C} {X} {Y} {Z} {D} {F} | {D} Este es el diámetro de compensación para el diámetro de la fresa | {F} Esto es para el avance de mecanizado |
diálogo de configuración del anuncio
Ahora tenemos un interruptor para la herramienta modal
Aquí se ve la nueva {TC} variable que se utiliza
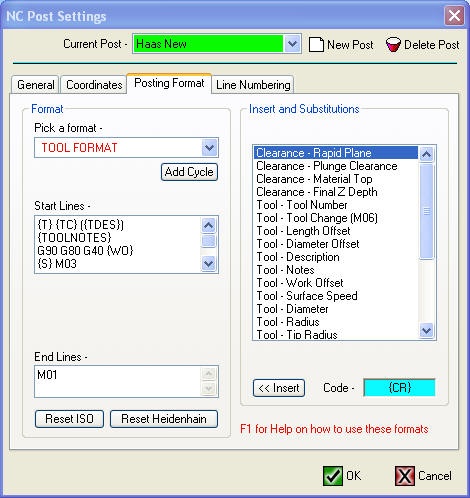
cambios:
Usted notará que hemos introducido otro llamado cambio de herramienta variables {M06}
Esa variable se utiliza ahora en lugar de un cableado M06 la razón de esto no es ahora la lógica de obligar {T} que es la herramienta {TC}, que es el código de cambio de herramienta y {TDES} descripción de la herramienta se han combinado lógica de que todos están en o todo lo alto. Por ejemplo, si hay un cambio de las 3 variables no se ha insertado ninguna herramienta.
Acción:
Si se utiliza la misma herramienta para la siguiente función y la herramienta modal se etiqueta el no hay un segundo cambio de herramienta en el código y no hay líneas de fondo hasta el final de la última función utilizando esa herramienta.
.
Cuando el cambio de herramienta no se publica porque es el modal (tres variables de cambio de herramienta) de cambio de herramienta no está insertado, incluso si no hubiera cambios en el "decalaje" notas "herramientas" o "variables de velocidad del cabezal".
Esto también incluiría cualquier otra variable si se utiliza en las líneas de salida de trayectorias de herramientas ..
Si cualquiera de las otras variables se cambian como "velocidad" "decalaje" o "notas de herramientas" otro código en la línea de salida de trayectorias de herramientas y líneas de fondo se insertan sin las variables del cambio 3 de la herramienta.
personalización
Como se mostró anteriormente sólo utilizamos M06 para el cambio de herramienta sin embargo, es ilimitado el código que puede tener en esa variable. Se ha dicho que algunas máquinas requieren varios códigos a causa de su mudez, así que es posible la forma en que funciona ahora.
Algunas de las nuevas máquinas de alta velocidad requieren la velocidad del cabezal en la primera línea rápida que también es posible ahora moviendo la variable y M03 en el formato de línea rápida que debería ser necesaria.
Ahora las variables tienen capacidad para múltiples líneas.
Al introducir el código de prefijo, por ejemplo, el TC} {variable en el prefijo que ha introducido M05 M09 G53 sería colocar en una sola línea.
Si ha introducido en el prefijo como M05n M09n G53 sería colocar como:
M05
M09
G53
Actualizaciones de OneCNC
OneCNCXP 5.23
Jul 31 2003
OneCNCXP 5.27
Sept 05 2003
OneCNCXP 5.29
Sept 12 2003