OneCNCXR2 7,51
Uppdatering 7.51 Släpp 3 maj 2006
Uppdatering 7.51 har nya funktioner
Vad finns i den här uppdateringen:
Denna nya uppdatering för XR2 Fräsning programvara är den mest omfattande mitten serie uppdatering i historien om OneCNC. OneCNCXR2 bara användare måste möjlighet att ha den senaste nya tekniken utan extra kostnad. Om en CDROM krävs det finns en avgift för detta samt en extra kostnad för post och hantering. Kontakta ditt försäljningskontor om en CDROM krävs.
Den här uppdateringen är tillgänglig för alla licens användare för automatisk kontroll uppdatering och kommer att finnas tillgänglig från automatiska uppdateringsavsnittet.
Vi visar här att vi lyssnar på våra användare och lägga till där möjliga funktioner begärs tillsammans med vår egen kontinuerlig gradvis utveckling i linje med ett ständigt införande av ny teknik.
Inte alla individuella önskemål få till eftersom vi har nu 10.000 enskilda system där ute med eventuellt mer än 15.000 enskilda användare och naturligtvis har vi bara en programvara. Detta naturligtvis blir en gigantisk operation och ibland en ny funktion eller en funktion är en avvägning för vissa användare till vad de vill, men för många andra precis vad de letade efter.
Det är också viktigt eftersom vi lägger till funktioner som vi inte förlorar överklagandet av programvaran är enkel att använda. Det är lätt att lägga till finesser och göra det svårt att använda, men svårt att genomföra många funktioner samtidigt faktiskt förbättra användarvänlighet.
Vi har en trogen skara Betatestare som hjälper oss och det är med deras hängivna stöd som vi kan ge dig en så hög integritet i vårt OneCNC programvara.
I huvudsak vad den här uppdateringen innehåller:
Ny turbofart för att skapa verktygsbanor mycket märk med stort Z nivå grovbearbetning där hastigheten av skapelsen är från 2 till 10 gånger snabbare än tidigare versioner. Även om detta inte är listad som en ny funktion är det en dramatisk förbättring och en spännande en för avancerade användare.
Facing med interna gränser.
1. Kasserar funktion har nya möjligheter att avsluta med samma verktyg som grov.
2. Kasserar nu har separata in-och utgång på finish cut.
3. Pocket funktioner har förmåga till målgång i botten med hjälp av senaste snitt.
4. Ny förmåga till självständigt fart och foder växling i fickan fullföljande
5. Mål foder av fickan och hastighetsoberoende eller en procentandel av den grovbearbetning.
6. Pocket har 3 typer av avslut på anpassade nivåer de grovnivåer eller fullt djup.
7. Profile-funktionen har möjlighet att avsluta med samma verktyg som grov
8. Profile-funktionen har flera grov nedskärningar.
9. Profile har oberoende automatisk in-och urstigning.
10. Profile har förmåga till kundanpassade yta flöden och hastigheter.
11. Profile funktion har målgång i botten med hjälp av senaste snitt
12. Profile funktion med nedskärningar anpassad yta för ytbehandling praktiskt för koniska profiler
13. Rent Circle funktionen har förmågan att avsluta med samma verktyg som grov
14. Rent Circle har automatisk inmatning avfarten grov och finish
15. Rengör cirkel funktion har målgång i botten genom sista snittet
16. Rengör cirkel hade kona läggs nu.
17. Finishen matningen av ren cirkel och hastighetsoberoende eller en procentandel av den grovbearbetning
18. Fas funktion innefattar ny egen ingång utgång till snittet.
19. Nybyggnation plan för skärmen vyplanet
20. Ny kapacitet i tjänst för borrning ha XY i första position
21 Ny möjlighet att ha ett verktyg pre-samtal i verktygsbyte för att ta fram nästa verktyg klar
22. Ny kapacitet i inlägget för verktygsbyte att ha XY-läge innan samtalet för verktygslängden comp Ny förmåga att duplicera en grupp i NC-chef
23. Ny förmåga att duplicera en funktion i NC-chef
24. Ny dongle säkerhet i beredskap för en ny dongel serie speciellt gjorda för OneCNC
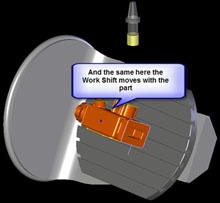
25. Nytt arbetspass förmåga i NC chef New Work Shift förmåga till multi axel där det krävs att arbets Shift som ska roteras med den delen
26. Nytt arbetspass kontroll för att tillåta avstängning av rotationen av arbetspass för fasta positions maskiner
27. Ny Multi Axis förmåga att hantera riktningskontroll på X-och Y-axeln i realtid i inlägget
28. Ny möjlighet att kontrollera exakt förhandsvisning av realtidsmaskinrörelser av multi-axel
29. DNC länk har ändrats för att bättre passa hantering och lagring av stora filer
30. Omfattande tillägg för 10 språk samt Unicode-stöd nu i DNC-editorn.
31. Efter G01 kan nu inkludera {S} så att spindel hastighet över-ride för nedskärningar yta
32. Verktygs urvalet har modifierats för att ha förbättrat säkerhetslogik gran realtid urval av de längd-och diameterförskjutningar och förmågan att anpassade redigera dessa register.
33. Midjefäste stöd för de olika traditionella maskiner som Haas Hermle DMG Mikron för visuell realtid förhandsvisning av maskinens drift.
34. Nyhetsbrevet länk finns nu på fliken OneCNC idag.
35. Du kan nu välja extrude yta trots att ytan kan vara en del av ett fast att pressa fast.
36. Ny funktion läggs på Arkiv> Egenskaper> färger> för att välja en färg för arbetsskift bollen indikator.
Plus många andra förbättringar och justeringar som inte uttryckligen anges här.
Konstruktion Plane
Denna nya konstruktion plan tillåter planet som ska skapas av det aktuella vyplanet.
Nybyggnation plan för skärmen vyplanet är praktiskt för att positionera planet för fleraxelarbete där området att vara maskiner sett framgår av hinder. Detta eftersom du kan ställa in bearbetningsplanet till byggplan. Detta kan göras genom att skapa en gräns eller utsträckning yta etc.

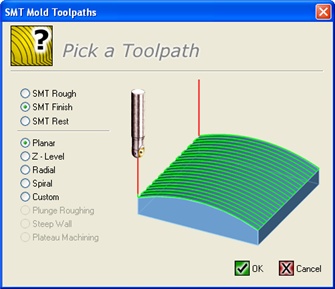
SMT verktygsbana s
Den SMT verktygsbana s har optimerats på ett sätt nu när de är 2-10 gånger snabbare än tidigare på stora filer eftersom vi har bildat nya Turbo-teknik. Detta är mycket märkbart på Z nivå grov-och finbearbetning möjliggör målgång tolerans sätts tätt och ändå beräkna i rimlig tid.
Även om detta inte är listad som en ny funktion är det en dramatisk förbättring och en spännande en för avancerade användare.
Multi Axis Bearbetning
Multi axlig bearbetning har nu möjlighet att få riktad kontroll över både den 4: e och 5: e axel. I 5 axeldrift huvud 4: e axel kan vara runt X-eller Y-axeln.

Kipp Support
Stöd finns nu tillgänglig för alla vanliga maskiner Haas Micron Hermle DMG för att nämna några som har installerats i de senaste månaderna.
Tappmodeller för full förhandsvisning simulering kontroll av programintegritet har gjorts tillgängliga för nedladdning från OneCNC nyhetsbrev tjänsten.
Nedan visar en DMG Midjefäste från deras DMU50 maskin som vi nyligen har installerat både Siemens och Heidenhain maskinstyrningar.
Fick Funktion
Kasserar funktionen har nu möjlighet att avsluta med samma verktyg som grov med automatisk inmatning utgång för start och målgång i mål cut.
Ny kapacitet i fickfunktionerna för fullföljande av botten med hjälp av senaste snitt.
Ny förmåga till självständigt in-och utpassering av skär i fickan fullföljande
Ny förmåga att anpassa målgång matning av fickan och hastighetsoberoende eller en procentsats av grovbearbetning.
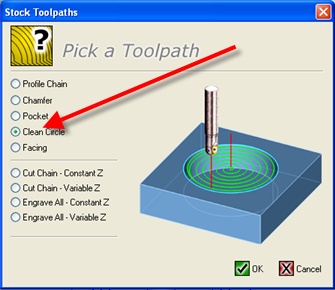
Den första dialogen på Aktieverktygsbanor finns det ingen förändring och valen är precis samma.
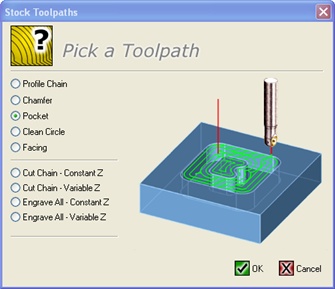
I nästa dialogruta är också densamma så det finns inga nya inställningar att lära här.
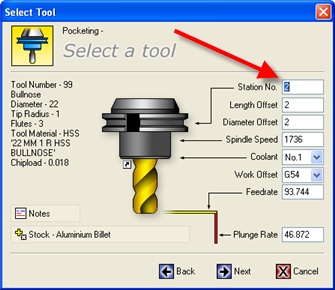
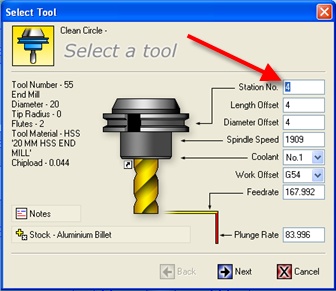
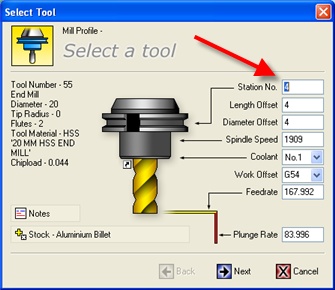
Dialogrutan verktygsval Den har en funktionalitet förändring.
Antal Stationen har ny automatisk säkerhetsteknik för att möjliggöra förändringar i förskjutningar.
Det finns ingen ingen låda för val av verktyg. Stationsnumret antingen kommer från verktygsbiblioteket på val av verktyg eller du bara skriva in numret på stationen. Det är gjort på detta sätt så att när du skriver in verktygsnummer längden offset och diametern offset in automatiskt.
Rätt metod för att välja och ställa in ett verktyg
När dialogrutan visas det första du bör göra är att välja det verktyg innan några andra inställningar.
1. Välj verktyget
2. Välj Station Number (längd och diameter offsite ändras)
Kontrollera att längden och diametern offset är korrekta
3. Välj material (om inte redan satt)
4. Välj kylvätska (om inte redan satt)
5. Välj nollpunktsförflyttning (om inte redan satt)
Klicka på Nästa.
Notera:
Efter att du har ställt in verktyget och förskjutningar är det möjligt nu för dig att ändra förskjutningarna till anpassade tal snarare än samma nummer om det behövs, och kommer de att förbli inställd.
Om du redigerar förskjutningarna vid en senare tidpunkt de kommer att stanna set.
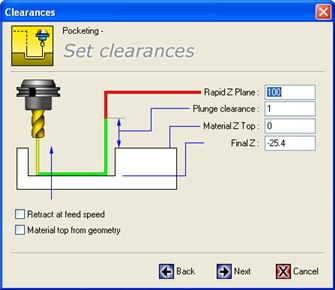
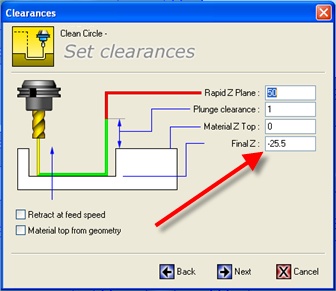
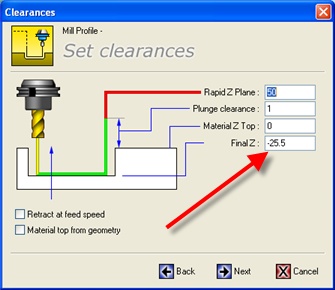
Dialogrutan inställda spel är precis densamma som tidigare.
Slutlig Z
Detta är det värde som i absolut värde eller värdet från den valda geometrin gränsen av fickan som definieras genom att märka den Material Topp från geometri.
Material Top Från Geometri
Du har möjlighet att välja att Z-värdet av fickorna är från ett absolut Z-värdet eller det Z-värde kan göras på samma sätt som den valda fickan gränsen geometri.
Särskild Varning Anmärkning:
Vi vet också betona på denna punkt Z clearance planet bör alltid sättas ovanför klämman höjd eller något annat hinder höjd på den del som bearbetas så att när verktygs forsar över det arbete det kommer alltid att finnas i ett spel läge för fullständig säkerhet.
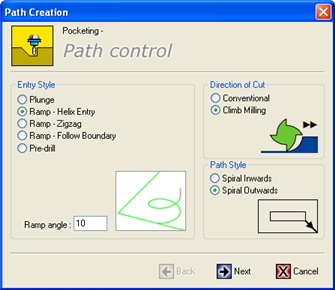
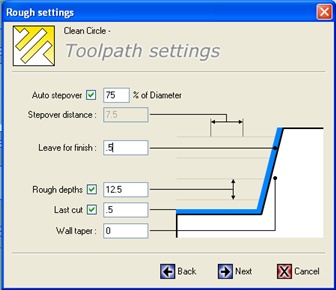
Denna nästa dialogruta visar den nya tekniken för grov-och finbearbetning av fickan.
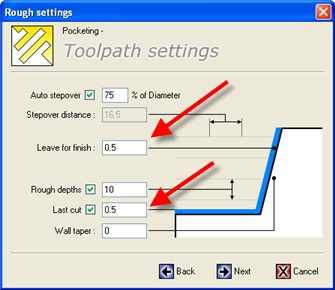
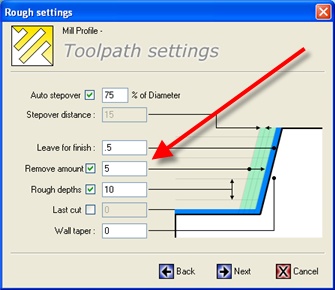
Rough Inställningar
Automatisk Step Over
Den automatiska steget över kan förbli in när det önskade steget över etableras. Steget över för fickor är normalt cirka 50%, även om detta kan ställas in på önskad mängd så länge som den rengör fickan. Detta kan kontrolleras genom att köra simulering och om det inte är rent procentsatsen kan ändras utan att behöva markera fickan.
Step Over Avstånd
Om du vill att steget över till att vara ett exakt avstånd bara un tagg auto steget över och sätt in det värde som krävs i steget över distanslåda som inte kommer att nedtonade gång omärkta.
Lämna För Finish
Detta är värdet för det belopp som du kommer att lämna efter målgång snitt som kommer att utföras i nästa dialogruta.
Särskild anmärkning om grova djup:
Rough djup
Detta är värdet av den faktiska skärdjupet och är "inte ett medeldjup längre" utan de faktiska skärdjupet belopp.
Senaste Klipp
Detta är värdet av den sista skuren på botten av fickan som effektivt blir de färdiga snitt på botten.
Vägg Taper
Vägg avsmalning är den faktiska graden av avsmalning på väggen av fickan.
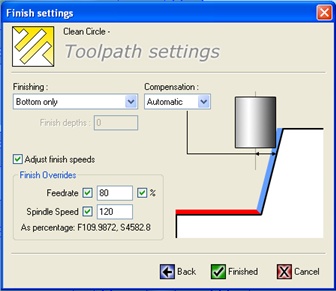
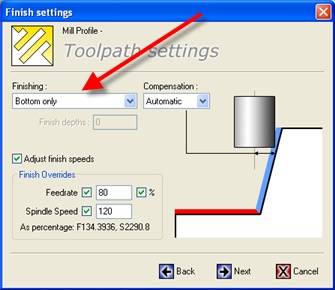
Mål Inställningar
Det är här du ställer in funktionaliteten i finish. Detta händer oavsett om du har ställt in ett värde för fullföljande inställt på de grova dialog inställningar.
I de grova dialog inställningar om du anger ett värde för fullföljande den kommer att tillämpas i mål. Även om du inte har ett värde som där det kommer att utföra i mål i princip som en fjäder snitt.
Finishen kan ställas in som:
Rough Nivåer
Detta kommer att använda samma verktyg som grov och utföra nedskärningar avsluta på samma nivåer som användes för grovbearbetning därför det kallas Rough nivåer.
Endast Botten
Om detta används kommer det att göra mål i ett snitt på hela djup fickan.
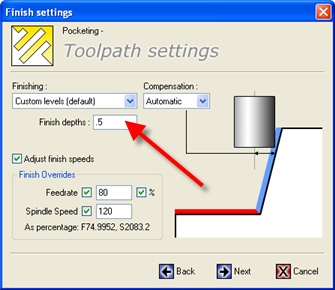
Anpassade nivåer
Detta värde kan du ställa in vid målgång djup som du behöver. Till exempel om fickan har väggen kona kan du ställa in den här fina och använda en Ball Mill med en liten spetsradie och göra fint djup yta passerar.
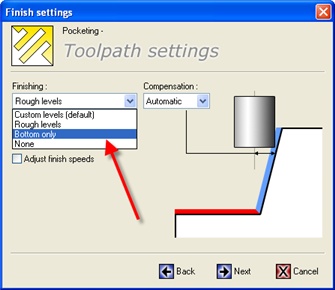
Denna bild visar de anpassade nivåer
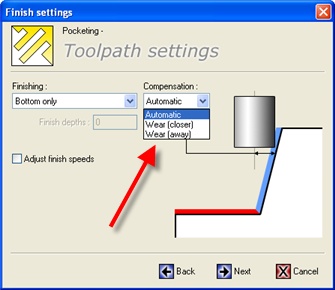
Verktygskompensering:
Du har 3 val här
Automatisk
Det är där OneCNC automatiskt kompensera fräsen använder radievärde från verktygsbiblioteket och är den rekommenderade typen av ersättning.
Bär (Closer)
Denna inställning använder den automatiska offset och tillämpar de förskjutna koderna för maskinen så att du kan ha tolerans kontroll av verktyget på din maskinstyrning för styrning av snäva toleranser.
Bär (Borta)
Denna inställning använder den automatiska offset och tillämpar de förskjutna koderna för maskinen så att du kan ha tolerans kontroll av verktyget på din maskinstyrning för styrning av snäva toleranser.
Särskild varning om användning av Wear Closer eller borta
När du använder den här funktionen måste användas med försiktighet och omsorg. Det kräver att du har ett nollvärde för verktygsdiametern i kontrollen eftersom programvaran är automatiskt inställningen för verktyget. Det enda värde som du ska behöva använda vid maskinstyrning skulle vara toleransen belopp som du behöver justera genom att hålla tolerans storlek du önskar.
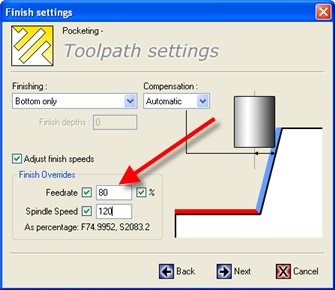
Finish Over Ride
Justera Mål Hastighet
Om du taggar justera avsluta hastigheter det gör att du kan använda ett annat foder och hastighet till den för grovbearbetning.
Märka att justera vänder bara justeringsförmåga på. Det går inte att slå på hastighet eller fodervariation. Det slås på genom att tagga fodret eller hastighets tag låda.
Om du märker detta rutorna visas enligt bilden. Du kan antingen skriva in faktiska värden för fodret och hastighet eller så kan du göra det till en procentandel av den ursprungliga flöden och hastigheter.
För dig att använda den här funktionen kan du behöva utföra följande.
En ny användare med en ren installation
Du behöver inte göra någonting eftersom justeringen har redan gjorts till ditt inlägg.
För befintliga OneCNC användare
Om du är en befintlig användare och har installerat den här uppdateringen över toppen av din befintliga programvara som du kommer att behöva justera posten för denna åtgärd skall ske i utstationering.
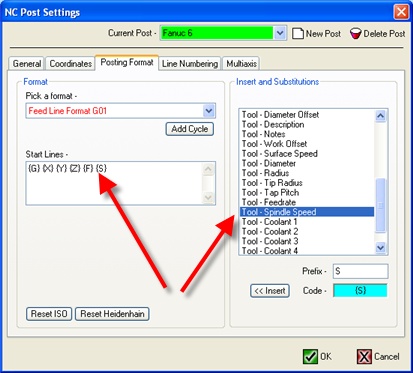
Justera ditt inlägg för att aktivera Spindelhastighet Variation
Öppna bara inlägget som du använder och sätt i {S} till G01-flöde Linjeformat som visas.
Det är här du ställer in din egen matning och hastighet för målgång profilen.
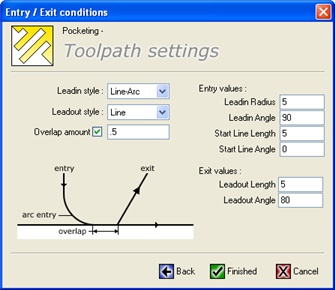
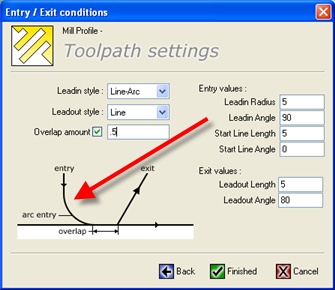
Entry Exit Villkor
Detta är den sista dialogruta där du ställer in ingångs utloppet. Det finns separata inställningar för in-och utresa. Du kan ha 3 stilar för inresa eller utresa.
Linje
Det är där du bara har en enda rad inträde till inresa eller utresa
Linje Linje
Det är här du kan ha Linje Linje inresa eller utresa som för användning i svåra områden för att styra riktning och metoden för inresa eller utresa. Startlinjen längd är längden på den första raden i posten som du har en startlinje vinkel som gäller för den. Den andra linjen, som är den ledande i linje har också en egen vinkel kontroll för denna linje del av posten eller avsluta. Vi rekommenderar att du ställer in detta och tillbaka tomt och visa resultatet tills du blir säker på att använda den. I tveksamma SE precis linje eller linje båge som är lättare att använda.
Linje Arc
Anledningen till att det är en linje och ARC ersättningen om någon äger rum på denna första rad innan den båge som det inte är möjligt att använda den ersättning direkt på en båge.
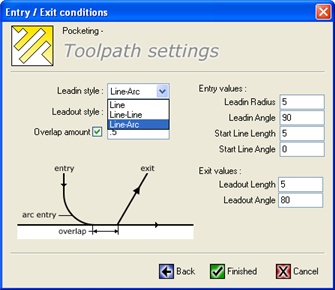
Överlappning
Detta är en extra inställning för att säkerställa en trevlig blandning av finish. Detta bör användas med försiktighet med svåra fickor och bör aldrig användas i närheten av hörn eller skarpa vinklade kanter som överlappningen kan gå förbi den punkten. En normal längd för detta bör inte vara större än att säga 5% av verktygsradien för en överlappning.
NCManager
NC chef har omarbetats för att nu omfatta dubbel grupper och dubbletter av funktioner
Duplicera Group
Om du vill duplicera en grupp bara markera gruppen i chefen och klicka på höger musknapp och denna meny visas. Välj dubbletter grupp härifrån och hela gruppen kommer att dubbleras.
Denna förmåga duplicerar alla funktioner inom koncernen och skapar det som en ny grupp som heter Duplicate av gruppen (namn).

Duplikat Operation
Denna funktion gör att dubblett av en viss verksamhet.
För att duplicera en operation bara markera funktionen och klicka på höger musknapp och välj duplicera drift.

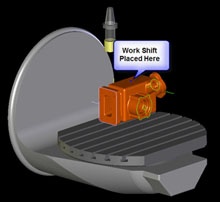
Arbetspass
Nytt arbetspass förmåga i NC-chef

Det nya verket offset är för 3 axel förmåga men också passar flera axelförmåga.
Om du inte väljer det skift, placera den på din sida det kommer att fungera precis som det alltid har gjort från hårkorset på skärmen. Det fungerar endast om du väljer ett läge bort från XY noll. Att ha den på XY noll av hårkorset det är där den är som standard och visar inte som en boll för att det skulle vara avstängd vid den punkten.
För att använda denna funktion bara göra dina verktygsvägar är på vanligt sätt utan att vara orolig när Zero i XY är. Sen när du lägger upp högerklickar du på gruppen i nc Manager och välj skift, placera arbetsskift på läget för den del där du vill att det ska vara XY nolläge eller Verket Samordna på maskinen. Som standard kommer det att visas som en liten svart boll. Om du vill att färgen på denna att anpassas gå till Egenskaper> Färger> och ändra standard av svart till din valda färg.
Detta gör det nu möjligt för den del som ska placeras var som helst på skärmen vid programmering och arbetsskiftet kan användas för att placera verk koordinaten för XY noll på delen.
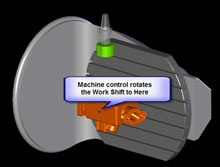
För fler axel där det krävs att arbets Shift som ska roteras med den delen
Nytt arbetspass kontroll för att tillåta avstängning av rotationen av arbetspass för fasta positions maskiner
Ren Circle Funktion
Ny Clean Circle-funktion som har förmågan att avsluta med samma verktyg som grov med automatisk inmatning avsluta.
Dialogrutan verktygsval Den har en funktionalitet förändring.
Antal Stationen har ny automatisk säkerhetsteknik för att möjliggöra förändringar i förskjutningar.
Det finns ingen ingen låda för val av verktyg. Stationsnumret antingen kommer från verktygsbiblioteket på val av verktyg eller du bara skriva in numret på stationen. Det är gjort på detta sätt så att när du skriver in verktygsnummer längden offset och diametern offset in automatiskt.
Rätt metod för att välja och ställa in ett verktyg
När dialogrutan visas det första du bör göra är att välja det verktyg innan några andra inställningar.
1. Välj verktyget
2. Välj Station Number (längd och diameter offsite ändras)
Kontrollera att längden och diametern offset är korrekta
3. Välj material (om inte redan satt)
4. Välj kylvätska (om inte redan satt)
5. Välj nollpunktsförflyttning (om inte redan satt)
Klicka på Nästa.
Notera:
Efter att du har ställt in verktyget och förskjutningar är det möjligt nu för dig att ändra förskjutningarna till anpassade tal snarare än samma nummer om det behövs, och kommer de att förbli inställd.
Om du redigerar förskjutningarna vid en senare tidpunkt de kommer att stanna set.
Dialogrutan inställda spel är precis densamma som tidigare.
Slutlig Z
Detta är det värde som i absolut värde eller värdet från den valda geometrin gränsen av fickan som definieras genom att märka den Material Topp från geometri.
Material Top Från Geometri
Du har möjlighet att välja att Z-värdet av fickorna är från ett absolut Z-värdet eller det Z-värde kan göras på samma sätt som den valda fickan gränsen geometri.
Särskild Varning Anmärkning:
Vi vet också betona på denna punkt Z clearance planet bör alltid sättas ovanför klämman höjd eller något annat hinder höjd på den del som bearbetas så att när verktygs forsar över det arbete det kommer alltid att finnas i ett spel läge för fullständig säkerhet.
Denna nästa dialogruta visar den nya tekniken för grov-och finbearbetning av fickan.
Rough Inställningar
Automatisk Step Over
Den automatiska steget över kan förbli in när det önskade steget över etableras. Steget över till ren cirkel är normalt cirka 50%, även om detta kan ställas in på önskad mängd så länge som den rengör fickan. Detta kan kontrolleras genom att köra simulering och om det inte är rent procentsatsen kan ändras utan att behöva markera fickan.
Step Over Avstånd
Om du vill att steget över till att vara ett exakt avstånd bara un tagg auto steget över och sätt in det värde som krävs i steget över distanslåda som inte kommer att nedtonade gång omärkta.
Lämna För Finish
Detta är värdet för det belopp som du kommer att lämna efter målgång snitt som kommer att utföras i nästa dialogruta.
Rough djup
Detta är värdet av den faktiska skärdjupet och är inte en genomsnittlig längre utan de faktiska skärdjupet belopp.
Senaste Klipp
Detta är värdet av den sista skuren på botten av fickan som effektivt blir de färdiga snitt på botten.
Vägg Taper
Vägg avsmalning är den faktiska graden av avsmalning på väggen av fickan.
Finish Over Ride
Justera Mål Hastighet
Om du taggar justera avsluta hastigheter det gör att du kan använda ett annat foder och hastighet till den för grovbearbetning.
Märka att justera vänder bara justeringsförmåga på. Det går inte att slå på hastighet eller fodervariation. Det slås på genom att tagga fodret eller hastighets tag låda.
Om du märker detta rutorna visas enligt bilden. Du kan antingen skriva in faktiska värden för fodret och hastighet eller så kan du göra det till en procentandel av den ursprungliga flöden och hastigheter.
För dig att använda den här funktionen kan du behöva utföra följande.
En ny användare med en ren installation
Du behöver inte göra någonting eftersom justeringen har redan gjorts till ditt inlägg.
För befintliga OneCNC användare
Om du är en befintlig användare och har installerat den här uppdateringen över toppen av din befintliga programvara som du kommer att behöva justera posten för denna åtgärd skall ske i utstationering.
Justera ditt inlägg för att aktivera Spindelhastighet Variation
Öppna bara inlägget som du använder och sätt i {S} i G01 Matning Linjeformat.
Verktygskompensering:
Du har 4 val här
Automatisk
Det är där OneCNC automatiskt kompensera fräsen använder radievärde från verktygsbiblioteket och är den rekommenderade typen av ersättning.
Maskin
Denna fräs ersättning passerar koderna till maskinen för att möjliggöra fullt fräs comp kontroll över mål passet. Detta förutsätter naturligtvis att du har rätt register som i maskinstyrning för att hantera detta på rätt sätt.
Du måste ta stor omsorg i att läsa din maskinhandbok för att se till att du klarar av att använda någon av verktygskompenseringsfunktioner.
Om du har några som helst tvivel på att använda skär ersättning använda den automatiska inställningen. Denna inställning OneCNC kommer automatiskt att kompenseras för användaren.
Bär (Closer)
Denna inställning använder den automatiska offset och tillämpar de förskjutna koderna för maskinen så att du kan ha tolerans kontroll av verktyget på din maskinstyrning för styrning av snäva toleranser.
Bär (Borta)
Denna inställning använder den automatiska offset och tillämpar de förskjutna koderna för maskinen så att du kan ha tolerans kontroll av verktyget på din maskinstyrning för styrning av snäva toleranser.
Särskild varning om användning av Wear Closer eller borta
När du använder den här funktionen måste användas med försiktighet och omsorg. Det kräver att du har ett nollvärde för verktygsdiametern i kontrollen eftersom programvaran är automatiskt inställningen för verktyget. Det enda värde som du ska behöva använda vid maskinstyrning skulle vara toleransen belopp som du behöver justera genom att hålla tolerans storlek du önskar.
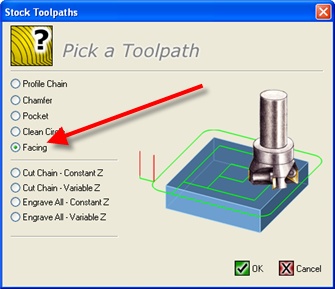
Facing Funktion
Facing med öar
Den vetter Funktionen kan nu ha interna gränser till fasaden. Det är bara en fråga om att välja inför gränsen samt eventuella interna gränser. Detta är lämpligt så länge som det inte finns några utskjutande ovanför frontnivå. Om det finns utskjutande ovanför som måste undvikas är det bättre att använda Pocket funktionen.
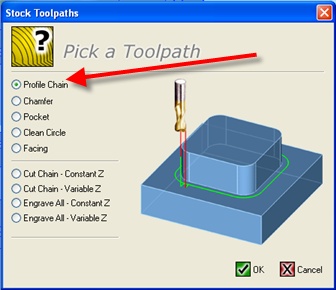
Profile Chain
Profile Chain Funktion
Ny profil-funktion som har förmågan att avsluta med samma verktyg som grov med automatisk inmatning avsluta.
Den första dialogrutan som visas här under inte har förändrats det är här du välja den profil funktion.
Dialogrutan verktygsval Den har en funktionalitet förändring.
Antal Stationen har ny automatisk säkerhetsteknik för att möjliggöra förändringar i förskjutningar.
Det finns ingen ingen låda för val av verktyg. Stationsnumret antingen kommer från verktygsbiblioteket på val av verktyg eller du bara skriva in numret på stationen. Det är gjort på detta sätt så att när du skriver in verktygsnummer längden offset och diametern offset in automatiskt.
Rätt metod för att välja och ställa in ett verktyg
När dialogrutan visas det första du bör göra är att välja det verktyg innan några andra inställningar.
1. Välj verktyget
2. Välj Station Number (längd och diameter offsite ändras)
Kontrollera att längden och diametern offset är korrekta
3. Välj material (om inte redan satt)
4. Välj kylvätska (om inte redan satt)
5. Välj nollpunktsförflyttning (om inte redan satt)
Klicka på Nästa.
Notera:
Efter att du har ställt in verktyget och förskjutningar är det möjligt nu för dig att ändra förskjutningarna till anpassade tal snarare än samma nummer om det behövs, och kommer de att förbli inställd.
Om du redigerar förskjutningarna vid en senare tidpunkt de kommer att stanna set.
Dialogrutan inställda spel är precis densamma som tidigare.
Slutlig Z
Detta är det värde som i absolut värde eller värdet från den valda geometrin gränsen av fickan som definieras genom att märka den Material Topp från geometri.
Material Top Från Geometri
Du har möjlighet att välja att Z-värdet av fickorna är från ett absolut Z-värdet eller det Z-värde kan göras på samma sätt som den valda fickan gränsen geometri.
Särskild Varning Anmärkning:
Vi vet också betona på denna punkt Z clearance planet bör alltid sättas ovanför klämman höjd eller något annat hinder höjd på den del som bearbetas så att när verktygs forsar över det arbete det kommer alltid att finnas i ett spel läge för fullständig säkerhet.
Denna nästa dialogruta visar den nya tekniken för grov-och finbearbetning av fickan.
Rough Inställningar
Automatisk Step Over
Den automatiska steget över kan förbli in när det önskade steget över etableras. Steget över är normalt cirka 50%, även om detta kan ställas in till önskad mängd. Detta kan kontrolleras genom att köra simulering och om det inte är rent procentsatsen kan ändras utan att behöva markera kedjan.
Step Over Avstånd
Om du vill att steget över till att vara ett exakt avstånd bara un tagg auto steget över och sätt in det värde som krävs i steget över distanslåda som inte kommer att nedtonade gång omärkta.
Lämna För Finish
Detta är värdet för det belopp som du kommer att lämna efter målgång snitt som kommer att utföras i nästa dialogruta.
Avlägsna Mängd
Detta är den totala mängden material som skall avlägsnas.
Till exempel om du hade ett block 100 mm och du ville att det skulle vara en färdig storlek på 90 mm i kvadrat borttagnings beloppet skulle vara 5 mm.
Rough djup
Detta är värdet av den faktiska skärdjupet och är inte en genomsnittlig längre utan de faktiska skärdjupet belopp.
Senaste Klipp
Detta är värdet av den sista skuren på botten av fickan som effektivt blir de färdiga snitt på botten.
Vägg Taper
Vägg avsmalning är den faktiska graden av avsmalning på väggen av fickan.
Finish Over Ride
Justera Mål Hastighet
Om du taggar justera avsluta hastigheter det gör att du kan använda ett annat foder och hastighet till den för grovbearbetning.
Märka att justera vänder bara justeringsförmåga på. Det går inte att slå på hastighet eller fodervariation. Det slås på genom att tagga fodret eller hastighets tag låda.
Om du märker detta rutorna visas enligt bilden. Du kan antingen skriva in faktiska värden för fodret och hastighet eller så kan du göra det till en procentandel av den ursprungliga flöden och hastigheter.
För dig att använda den här funktionen kan du behöva utföra följande.
En ny användare med en ren installation
Du behöver inte göra någonting eftersom justeringen har redan gjorts till ditt inlägg.
För befintliga OneCNC användare
Om du är en befintlig användare och har installerat den här uppdateringen över toppen av din befintliga programvara som du kommer att behöva justera posten för denna åtgärd skall ske i utstationering.
För att ta förklara åtgärder ytterligare i denna information uppdatering ser du en rubrik för hastighet och Feed justering.
Verktygskompensering:
Du har 4 val här
Automatisk
Det är där OneCNC automatiskt kompensera fräsen använder radievärde från verktygsbiblioteket och är den rekommenderade typen av ersättning.
Maskin
Denna fräs ersättning passerar koderna till maskinen för att möjliggöra fullt fräs comp kontroll över mål passet. Detta förutsätter naturligtvis att du har rätt register som i maskinstyrning för att hantera detta på rätt sätt.
Du måste ta stor omsorg i att läsa din maskinhandbok för att se till att du klarar av att använda någon av verktygskompenseringsfunktioner.
Om du har några som helst tvivel på att använda skär ersättning använda den automatiska inställningen. Denna inställning OneCNC kommer automatiskt att kompenseras för användaren.
Bär (Closer)
Denna inställning använder den automatiska offset och tillämpar de förskjutna koderna för maskinen så att du kan ha tolerans kontroll av verktyget på din maskinstyrning för styrning av snäva toleranser.
Bär (Borta)
Denna inställning använder den automatiska offset och tillämpar de förskjutna koderna för maskinen så att du kan ha tolerans kontroll av verktyget på din maskinstyrning för styrning av snäva toleranser.
Särskild varning om användning av Wear Closer eller borta
När du använder den här funktionen måste användas med försiktighet och omsorg. Det kräver att du har ett nollvärde för verktygsdiametern i kontrollen eftersom programvaran är automatiskt inställningen för verktyget. Det enda värde som du ska behöva använda vid maskinstyrning skulle vara toleransen belopp som du behöver justera genom att hålla tolerans storlek du önskar.
Justera ditt inlägg för att aktivera Spindelhastighet Variation
Öppna bara inlägget som du använder och sätt i {S} i G01 Matning Linjeformat.
Entry Exit Villkor
Detta är den sista dialogruta där du ställer in ingångs utloppet. Det finns separata inställningar för in-och utresa. Du kan ha 3 stilar för inresa eller utresa.
Linje
Det är där du bara har en enda rad inträde till inresa eller utresa
Linje Linje
Det är här du kan ha Linje Linje inresa eller utresa som för användning i svåra områden för att styra riktning och metoden för inresa eller utresa. Startlinjen längd är längden på den första raden i posten som du har en startlinje vinkel som gäller för den. Den andra linjen, som är den ledande i linje har också en egen vinkel kontroll för denna linje del av posten eller avsluta. Vi rekommenderar att du ställer in detta och tillbaka tomt och visa resultatet tills du blir säker på att använda den. I tveksamma SE precis linje eller linje båge som är lättare att använda.
Linje Arc
Anledningen till att det är en linje och ARC ersättningen om någon äger rum på denna första rad innan den båge som det inte är möjligt att använda den ersättning direkt på en båge.
Ny kapacitet i profilfunktionerna för fullföljande av botten med hjälp av senaste snitt
Ny kapacitet i profilfunktionen med flera skär för grovbearbetning
Ny förmåga att anpassa målgång foder av profilen och hastighet oberoende eller en procentsats av grov.
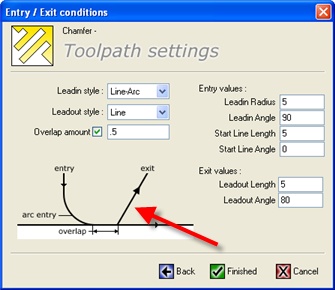
Fas Funktion
I Fas-funktionen innehåller nu nya egen ingång utgång till snittet.
Nuvarande användare med lagrade filer kan behöva ändra enhetsvärdena, eftersom detta är en extra funktion till alla tidigare versioner.
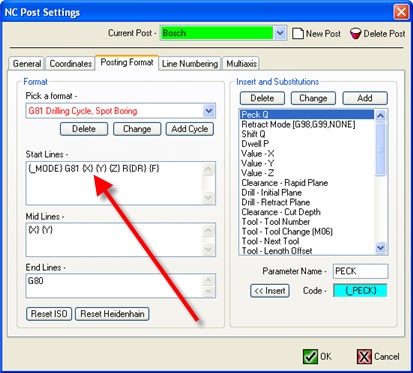
Borrcykler
Borrcykler
Det finns nu ny post möjlighet för borrning att ha XY i första position. Vissa maskinkontroller generellt de mindre intelligenta PC uppstickare som Bosch ANILAM och andra kräver XY-läge för att vara i cykeln även om maskinen redan har flyttat till den punkten.
Nuvarande användare kommer att behöva ändra sin post för att lägga till denna funktion som vi inte över-höger stolparna på installationen.
Verktygs Förändring
Den verktygsväxlingsförmåga i inlägget nu ändras till att ha de nya funktionerna som räknas upp nedan.
Val av verktygsnummer har ändrats. Detta har förändrats på grund av den nu möjligheten att ha fri alternativa offset tal med den i verktyget.
När först välja ett verktyg i verktygsnummer kan komma från verktygs filen om du har siffrorna i det eller det numret kan bara skrivit i. När du anger verktygsnummer ser du höjd registret och diametern registernumren ändras automatiskt samtidigt . Sedan kan du redigera registernummer oberoende om det behövs, och de kommer att förbli sparas som dessa siffror för det här programmet.
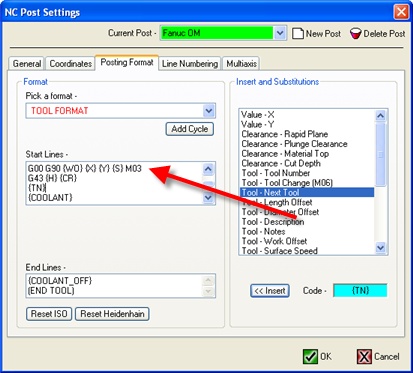
Verktygs Pre-Call
Ny möjlighet att ha ett verktyg för-samtal i verktygsbyte för att ta fram nästa verktyg redo. Detta gör det möjligt för maskiner som är kapabla att ha nästa verktyget heter och ha den klar i växlaren för en snabb förändring verktyg snarare än att behöva vänta på tidningen till index.
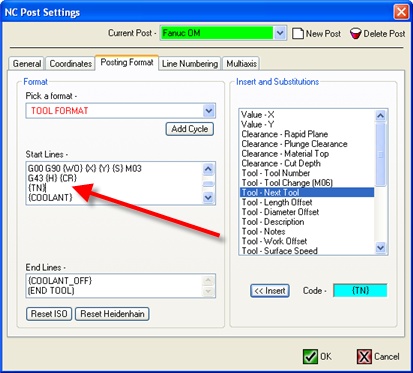
Verktygs Byt XY position inför G43
Post har nu möjlighet för verktygsbyte att ha XY-läge innan samtalet verktygslängd ersättningar tillämpas. På en ny ren installation alla inlägg har denna förmåga till.
För befintliga användare vi inte åsidosätta posten så om du vill använda denna nya förmåga som du behöver gå till verktygsväxlings av stolpen och sätt i {X} {Y} på lämplig plats.
DNC Editor
DNC länk har ändrats för att bättre passa hantering och lagring av stora filer

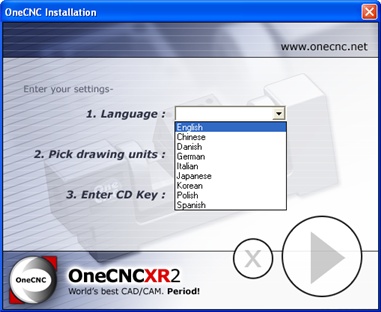
Språk
Omfattande ändringar och tillägg till 10 språk samt Unicode-stöd nu i DNC-editorn.
Unicode tillåter de japanska tecken som ska användas i noterna etc i NC-programmet.
OneCNC uppdateringar
OneCNC XR9 Release 74.83
Apr 18 2024
OneCNCXP 5,23
Jul 31 2003
OneCNCXP 5,27
Sep 05 2003