OneCNCXR 6.23
Zaktualizuj 6.23 wydany 30 września 2004
Aktualizacja OneCNCXR 6.23 ma kilka zmian do logiki zmiany narzędzia.
Zmiana ta nie jest wliczona w stanowiskach istniejących, więc trzeba dodać zmienną do postu. Po zainstalowaniu 6.23 lub później trzeba będzie 3 nowe posty automatycznie dodane, które zawierają tę zmianę. Są Haas Nowy, Fanuc Nowy i Extron że należą.
Dla nowych użytkowników tam jest dodawany do wiadomości Fanus Haas i EXTRON
Skutecznie, co to oznacza, że ma logiki dać kontrolę nad operacją modalnej zmiany narzędzia. Ten measn, że w przypadku korzystania z funkcji w więcej niż jednej funkcji, a to jest to samo narzędzie to posiada zdolność do obsługi to nawet jeśli zmienisz pracę na zmiany lub prędkości i karmi.
Ten przykład pokazuje standardową wiadomość dla kontrolerów Haas oraz Fanuc typu. Jest to naprawdę tylko drobna zmiana użytkownikowi reszta jest obsługiwany przez nową logikę. Jeśli ustawisz swój post jak to można zobaczyć, jak to działa. Mam również pewne wiadomości do pobrania.
Zmiana ma zastosowanie tylko do linii początku zmiany narzędzia w tym przykładzie.
Delegowanie do kompatybilnych kontrolerów Fanuc lub Haas
Format rozpoczęcia i zakończenia
Początku linii
| % | Zainicjować kontrolera |
| {Program} ({Część}) | Nazwa części Numer Programu w nawiasach |
Linie końcowe
| M30 | Koniec programu i do tyłu |
| % | Koniec programu send |
Uwaga:
Początek koniec narzędzia i linie zawsze takie same i nie wpływa operacji modalnych
Narzędzie zmiany specyfikacji
Oto zalecany standardowy format Haas / Fanuc zmiany narzędzia.
Początku linii
| {T} {M06} ({TDES}) | Zmiana numeru kodu narzędzie Narzędzie Opis Narzędzie |
| Uwagi} {narzędziowe | Narzędzie Uwagi |
| G90 G80 G40 {WO} | Program Stały cykl bezwzględna Cutter Comp anulować anulować przesunięcie Praca |
| {S} M03 | Prędkość obrotowa wrzeciona na początku prawo Wrzeciono |
| G43 | Długość {H} + kierunek narzędzia zarys |
| / {Płynu chłodzącego} | Pominięcie bloku chłodziwa |
Linie końcowe
M01 (opcja zatrzymania, dzięki czemu można zatrzymać program na koniec funkcji obróbki)
Uwaga:
Linie końcowe zawsze taki sam i nie wpływa na czynności modalnych.
RSS format wiersza
{G} {x} {y} {Z} {F}
Format linii szybkiego
{G} {x} {y} {Z}
Format CW Arc (G02)
{G} {x} {y} {Z} {I} {J} {R} {F}
CCW Format (G03)
{G} {x} {y} {Z} {I} {J} {R} {F}
Odszkodowanie w lewo Format (G41)
| {G} {C} {x} {y} {Z} {D} {F} | {D} To jest średnica przesunięcie dla średnicy frezu | {F} To dla cięcia paszy |
Odszkodowanie odpowiednim formacie (G42)
| {G} {C} {x} {y} {Z} {D} {F} | {D} To jest średnica przesunięcie dla średnicy frezu | {F} To dla cięcia paszy |
Dialogowe Ustawienia post
Mamy teraz przełącznik dla narzędzia modalnego
Tu zobaczysz nowy {TC} zmienna używana
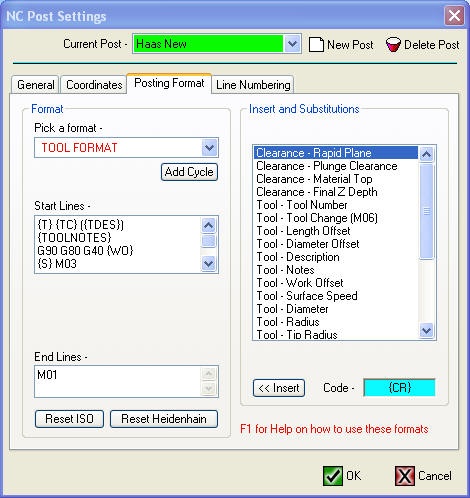
Zmiany:
Można zauważyć, że wprowadziliśmy kolejną zmienną zmianę narzędzia {M06}
Że zmienna jest teraz używane zamiast twardej przewodowy M06 Powodem tego nie jest logiczne, aby związać {T}, który jest narzędziem {TC} który jest zmiana narzędzia i kod TDES} {Połączyliśmy opis narzędzia logiki wszyscy są w lub na całość. Na przykład, jeśli nie ma zmiany narzędzia na 3 zmienne nie są wstawiane.
Działanie:
Jeżeli to samo narzędzie jest używane do następnej funkcji i modalne narzędzie oznaczone nie ma drugiej wymiany narzędzia kod i ma linie koniec do końca ostatniej operacji za pomocą tego narzędzia.
.
Kiedy zmiana narzędzia nie jest wysłana, ponieważ jest modal The (trzy zmienne zmiana narzędzia) zmiana narzędzia nie jest włożona, nawet jeśli nie było zmiany w "pracy" "not przesunięcia narzędzia" lub "" zmienne prędkości wrzeciona.
Dotyczy to również innych zmiennych, jeżeli są stosowane w liniach startowych ścieżki narzędzia ..
Jeżeli którykolwiek z pozostałych zmiennych są zmieniane jak "prędkości pracy wrzeciona" "przesunięcie" lub "not funkcji" inny kod w narzędzia linii startu i linii końcowych ścieżki są wkładane bez 3 zmiennych zmiany narzędzia.
Dostosowanie
Jak pokazano powyżej, możemy tylko użyć M06 dla zmiany narzędzia jednak jest nieograniczona kod można mieć w tej zmiennej. Mówi się, że niektóre urządzenia wymagają kilku kodów ze względu na ich dumbness dobrze, że jest możliwe, tak to działa teraz.
Niektóre nowe maszyny szybkobieżne wymagają prędkość obrotową wrzeciona w pierwszej szybkiej linii, który jest również obecnie możliwe poprzez przesuwanie zmienną i M03 do szybkiego formatu linii należy, że obowiązek.
Teraz zmienne mają zdolność do wielu linii.
Po wprowadzeniu kodu prefiksu na przykład {TC} zmienna w wprowadzonego prefiksu M05 M09 G53 to pisać jako jedna linia.
Jeśli wpisałeś go prefiksem jak M05n M09n G53 to zakładać, jak:
M05
M09
G53
Aktualizacje OneCNC
Wersja OneCNC XR9 74.83
Kwi 18 2024
OneCNCXP 5.23
Lip 31 2003
OneCNCXP 5.27
Wrz 05 2003