OneCNCXR2 7,51
Actualización de 7,51 editado 3 de mayo de de 2006
Actualización 7.51 incluye una nueva función
Lo que es en esta actualización:
Esta nueva actualización para el software XR2 La molienda es la más extensa actualización de mediados de serie en la historia de OneCNC. OneCNCXR2 Sólo los usuarios tienen a oportunidad de contar con la última tecnología nueva, sin costo adicional. Si se requiere un CD-ROM hay un cargo por este, así como un coste añadido para el post y la manipulación. Por favor, póngase en contacto con su oficina de ventas si se requiere un CD-ROM.
Esta actualización está disponible para todos los usuarios de licencia para la verificación automática de actualizaciones y estará disponible desde la sección de actualización automática.
Aquí demostramos que nosotros escuchamos a nuestros usuarios y añadimos en lo posible las prestaciones más solicitadas junto con nuestro propio desarrollo progresivo continua en línea con la incorporación constante de nuevas tecnologías.
No todas las peticiones individuales agregarán porque tenemos ahora 10.000 sistemas individuales por ahí con, posiblemente, más de 15.000 usuarios individuales y, por supuesto, sólo se dispone de un software. Por supuesto, esto se convierte en una operación de mamut y algunas veces a la nueva característica o función es una solución de compromiso para algunos usuarios a lo que les gusta, pero a muchos otros justo lo que estaban buscando.
También es importante a medida que añadimos una funcionalidad que no pierden el atractivo de que el software sea fácil de usar. Es fácil agregar campanas y silbatos y para hacer que sea difícil de usar, pero difícil de poner en práctica muchas características, mientras que en realidad mejorar la facilidad de uso.
Tenemos un grupo de fieles Beta testers que nos ayudan y es con su ayuda dedicada que somos capaces de llevar a usted un alto nivel de integridad de este tipo en nuestro software OneCNC.
En esencia lo que esta actualización incluye:
Nueva velocidad turbo para la creación de patrones de herramientas muy notables con el nivel de desbaste gran Z en donde la velocidad de la creación es de 2 a 10 veces más rápido que las versiones anteriores. Si bien esto no aparece como una nueva función es una mejora dramática y emocionante para los usuarios avanzados.
Revestimiento con límites internos.
1. Función Pocketing tiene nueva capacidad de acabar con la misma herramienta que el desbaste.
2. Pocketing ahora tiene entrada independiente y salida a la corte de acabado.
3. Funciones de bolsillo tiene capacidad para el acabado de la parte inferior a modo de último corte.
4. Nueva capacidad para la velocidad de alimentación independiente y de anulación en el acabado de bolsillo
5. Acabado de alimentación de la bolsa y la velocidad independiente o un porcentaje del desbaste.
6. bolsillo cuenta con 3 tipos de acabado en los niveles personalizados los niveles de desbaste o la profundidad total.
7. Función de perfil tiene capacidad para terminar con la misma herramienta que el desbaste
8. Función de perfil tiene múltiples pasadas de desbaste.
9. Perfil tiene entrada independiente y automática de salida.
10. Perfil tiene capacidad para avances y velocidades de acabado a medida.
11. Función de perfil ha acabado de la parte inferior a modo de último corte
12. Función de perfil con cortes acabado personalizado para el acabado a mano para perfiles cónicos
13. Limpiar la función Círculo tiene capacidad para terminar con la misma herramienta que el desbaste
14. Limpiar Círculo tiene salida la entrada automática de desbaste y acabado
15. Función círculo Clean tiene acabado de la parte inferior a modo de último corte
16. círculo limpio tenía forma cónica añade ahora.
17. La alimentación de acabado del círculo limpio y velocidad independiente o un porcentaje del desbaste
18. función del chaflán incluye nueva salida de entrada independiente para el corte.
19. Nuevo plano de construcción para el plano de vista de la pantalla
20. Nueva habilidad en el post para la perforación de tener XY en la primera posición
21, Nueva capacidad de tener una herramienta de pre-llamada en el cambio de herramientas para acceder a la herramienta siguiente lista
22. Nueva habilidad en el puesto para el cambio de herramienta para tener la posición XY antes de la convocatoria de longitud de la herramienta borrador Nueva capacidad para duplicar un grupo en el Administrador de Carolina del Norte
23. Nueva capacidad de duplicar una función en el Administrador de Carolina del Norte
24. Nuevo dispositivo de seguridad seguridad en la preparación para una nueva serie dongle hecho especialmente para OneCNC
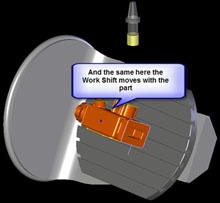
25. capacidad Shift nuevo trabajo en el Administrador de Carolina del Norte capacidad Shift nuevo trabajo para varios ejes en que la máquina requiere que el turno de trabajo para hacer girar con la parte
26. Nuevo control de cambio de trabajo para permitir la desconexión de la rotación del turno de trabajo para las máquinas de posición fija
27. Nueva capacidad de multiejes para manejar el control direccional en el eje X e Y en tiempo real en el post
28. New capacidad de controlar la vista previa precisa de los movimientos de la máquina en tiempo real de eje de múltiples
29. El enlace DNC ha sido modificado para un mejor manejo del juego y el ahorro de archivos de gran tamaño
30. Extensas adiciones de 10 idiomas, así como el soporte Unicode ahora en el editor de DNC.
31. El G01 posterior pueden incluir ahora el S {} para permitir que la velocidad de giro de la invalidación de los cortes de acabado
32. La selección de la herramienta se ha modificado para tener una mejor selección lógica de seguridad en tiempo real de abeto de las correcciones de la longitud y el diámetro y la posibilidad de editar estos registros encargo.
33. El apoyo del muñón para las distintas máquinas de corriente como Haas Hermle DMG Mikron para previsualización en tiempo real visual de la operación de la máquina.
34. El enlace boletín ahora se puede encontrar en la pestaña OneCNC hoy.
35. Ahora puede seleccionar la superficie de extrusión a pesar de que la superficie puede ser parte de un sólido para extruir el sólido.
36. Nueva característica añadida en el Archivo> Propiedades> colores> para seleccionar un color para el indicador balón turno de trabajo.
Además de muchas otras mejoras y ajustes no específicamente mencionados aquí.
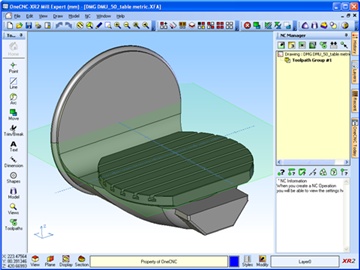
plano de construcción
Este nuevo plano de construcción permite que el avión se creará por el plano de la vista actual.
Nuevo plano de construcción para el plano de la vista de la pantalla es muy útil para el posicionamiento del plano de trabajo para varios ejes en la zona a las máquinas según se ve que está claro de obstrucciones. Esto se debe a que se puede establecer el plano de mecanizado al plano de construcción. Esto se puede hacer mediante la creación de un límite o una superficie extensiones etc.

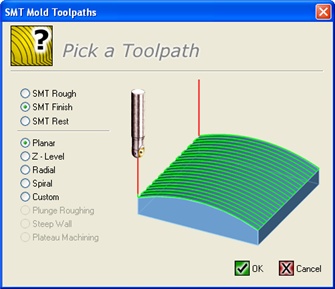
Trayectoria de SMT
El Equipo de Dirección de trayectorias de han sido optimizados hasta el punto de que ahora son de dos a diez veces más rápido que los anteriores en archivos grandes, porque hemos incorporado nueva tecnología Turbo. Esto es muy notable en el nivel de desbaste y acabado Z que permite la tolerancia de acabado está fijado firmemente y todavía calcular en tiempo razonable.
Si bien esto no aparece como una nueva función es una mejora dramática y emocionante para los usuarios avanzados.
Multi Ejes Mecanizado
Mecanizado multieje ahora tiene la capacidad de tener el control direccional tanto sobre el 4º y 5º eje. En el modo 5 eje del cuarto eje principal puede ser alrededor de la X o el eje Y.

de soporte del muñón
El soporte está ahora disponible para todas las máquinas de corriente Haas Micron Hermle DMG para nombrar unos pocos que se han instalado en los últimos meses.
modelos de muñón para la vista previa simulación completa la comprobación de la integridad del programa se han puesto a disposición para su descarga desde el servicio OneCNC Boletín.
A continuación se muestra un DMG muñón de su máquina DMU50 que recientemente hemos instalado tanto en controles de la máquina de Siemens y Heidenhain.
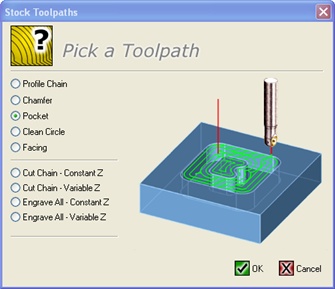
Función de bolsillo
embolsando función ahora tiene capacidad de acabar con la misma herramienta que el desbaste con salida automática de entrada para el inicio y el final de la corte de acabado.
Nueva capacidad en las funciones de bolsillo para el acabado de la parte inferior a modo de último corte.
Nueva capacidad para la entrada y salida independiente de corte en el acabado de bolsillo
Nueva capacidad de personalizar la alimentación de acabado de la bolsa y la velocidad independiente o un porcentaje del desbaste.
El primer diálogo sobre las trayectorias de la herramienta de la que no hay cambio y las selecciones son lo mismo.
El siguiente cuadro de diálogo es también la misma manera que no hay nuevos ajustes para aprender aquí.
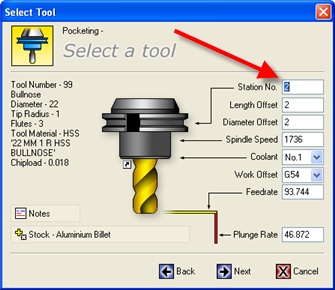
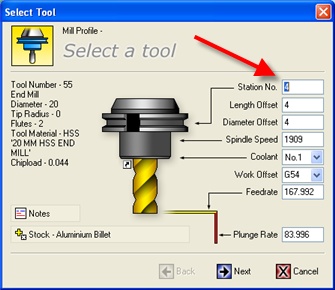
El diálogo de selección de herramienta tiene un cambio de funciones.
El número de estación tiene una nueva tecnología de seguridad automático para permitir cambios en los desplazamientos.
No existe ninguna caja para la selección de la herramienta. El número de estación o bien proviene de la biblioteca de herramientas de la selección de la herramienta o que acaba de escribir el número de la estación. El se hace de esta manera para que a medida que se introduce el número de herramienta a compensar la longitud y el diámetro de compensación se ajustarán automáticamente.
El método correcto de la selección y colocación de una herramienta
Cuando aparezca este cuadro de diálogo lo primero que debe hacer es seleccionar la herramienta antes de cualquier otra configuración.
1. Seleccionar la herramienta
2. Seleccione el número de estación (longitud y diámetro fuera de la oficina va a cambiar)
Compruebe que la longitud y el diámetro de compensación son correctos
3. Seleccionar el material (si no estuviera ya establecido)
4. Seleccionar refrigerante (si no estuviera ya establecido)
5. Seleccione el decalaje de origen (si no se ha establecido)
Haga clic en Siguiente.
Nota:
Después de haber configurado la herramienta y las compensaciones es posible ahora para que cambie las compensaciones a los números personalizados en lugar de los mismos números si es necesario y que permanece fijo.
Si edita los desplazamientos en un momento posterior se van a quedar conjunto.
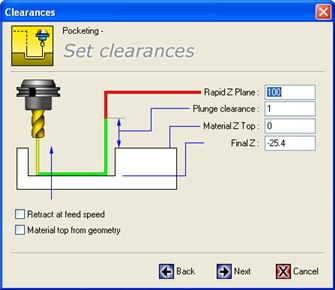
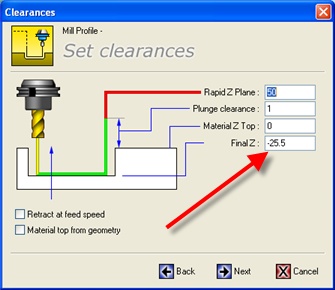
El diálogo de espacios libres conjunto es lo mismo que antes.
Z final
Este es el valor en valor absoluto o el valor del límite geometría seleccionada del bolsillo como se define mediante el etiquetado del Material de la tapa de la geometría.
Material de la tapa De la Geometría
Usted tiene la posibilidad de seleccionar que el valor Z de los bolsillos es de un valor absoluto o Z es el valor de Z se puede hacer lo mismo que la geometría límite de bolsillo seleccionado.
Advertencia Nota especial:
Hacemos también la tensión en este punto el plano de liberación de Z debe estar siempre por encima de la altura de la abrazadera o cualquier otra altura de la obstrucción en la parte que está siendo mecanizada de manera que cuando los rápidos herramienta sobre el trabajo que siempre estarán en una posición de separación para la seguridad completa.
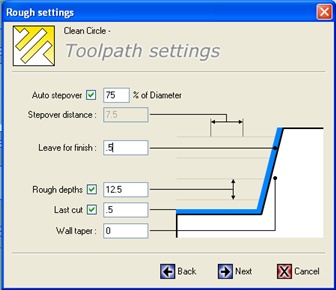
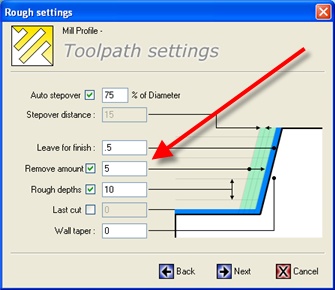
Este cuadro de diálogo siguiente muestra la nueva tecnología para el desbaste y acabado de la cajera.
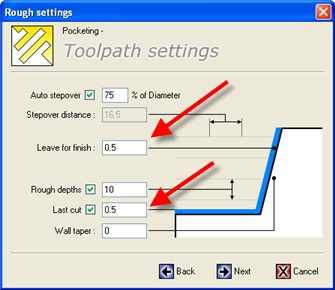
Ajustes en bruto
Paso automática Sobre
El paso automático puede permanecer más de una vez establecido el paso deseado durante establecido. El paso más para embolsar es normalmente alrededor de 50%, aunque esto se puede establecer a su cantidad deseada con tal de que limpia el bolsillo. Esto se puede comprobar mediante la ejecución de la simulación y si no se limpia el porcentaje se puede cambiar sin tener que volver a seleccionar el bolsillo.
Paso a paso por Distancia
Si desea que el paso a ser una distancia exacta simplemente la etiqueta de la ONU el paso automático e insertar el valor deseado en el cuadro de pasar por encima de la distancia que no será atenuado vez sin etiquetar.
Al salir al Finalizar
Este es el valor de la cantidad que se va a dejar para el corte de acabado que se representará en el siguiente cuadro de diálogo.
Nota especial sobre profundidades aproximadas:
Las profundidades aproximadas
Este es el valor de la profundidad de corte real y "no es una profundidad media más", sino más bien la cantidad real profundidad de corte.
última Cut
Este es el valor del corte final en la parte inferior de la bolsa que se convierte efectivamente en el corte de acabado en la parte inferior.
Wall Taper
la forma cónica de la pared es los grados reales de la forma cónica de la pared de la bolsa.
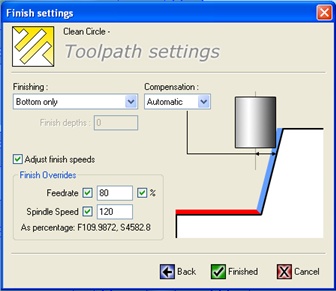
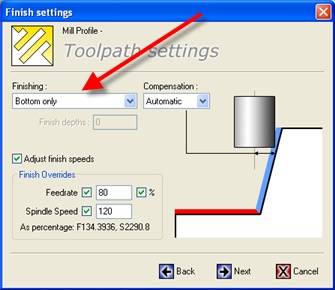
Ajustes de acabado
Esto es donde se configura la funcionalidad de la meta. Esto sucede independientemente de si usted ha establecido un valor para el grupo meta en los ajustes del diálogo en bruto.
En la configuración de diálogo ásperos si se establece un valor para el acabado se va a aplicar a la meta. Incluso si usted no tiene un valor establecido no se llevará a cabo el acabado, básicamente, como un corte de primavera.
El acabado se puede establecer como:
Niveles ásperas
Esto utilizará la misma herramienta como el desbaste y acabado efectuar cortes en los mismos niveles que fueron utilizados para el desbaste por lo que se denominan niveles ásperos.
Sólo inferior
Si se usa esto se llevará a cabo el acabado en un solo corte en toda la profundidad de la bolsa.
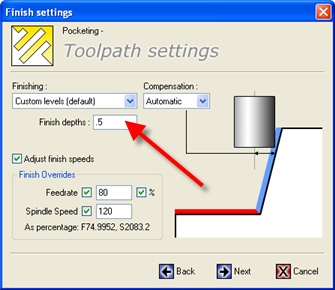
Los niveles personalizados
Este valor se puede ajustar a la profundidad final que usted requiere. Por ejemplo, si el bolsillo tiene la forma cónica de la pared si quiere establecer el bien y utilizar un molino de bolas con un pequeño radio de la punta y hacer pases de acabado fino de profundidad.
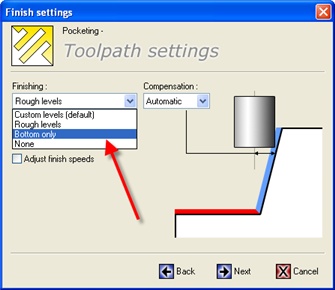
Esta imagen muestra los niveles personalizados
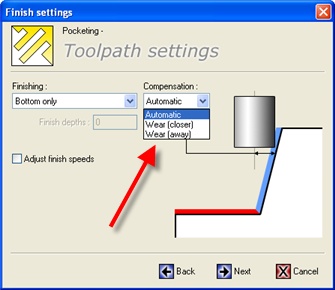
Correcciones de la herramienta:
Usted tiene 3 opciones aquí
Automático
Aquí es donde OneCNC se compensa automáticamente el cortador utilizando el valor del radio de la biblioteca de herramientas y es el tipo recomendado de compensación.
Use (Closer)
Esta configuración utiliza la compensación automática y aplica los códigos de corrección para la máquina de modo que usted puede tener un control de tolerancia de la herramienta a su control de la máquina para el control de tolerancias estrechas.
Desgastar)
Esta configuración utiliza la compensación automática y aplica los códigos de corrección para la máquina de modo que usted puede tener un control de tolerancia de la herramienta a su control de la máquina para el control de tolerancias estrechas.
Advertencia especial sobre el uso de desgaste más cerca o más lejos
Al usar esta función debe utilizarse con precaución y cuidado. Se requiere que tenga un valor cero para el diámetro de la herramienta en el control debido a que el software es automáticamente configuración de la herramienta. El único valor que debería tener que utilizar en el control de la máquina sería la cantidad tolerancia que necesita ajustar por mantener el tamaño de la tolerancia que usted desea.
Con el acabado Ride
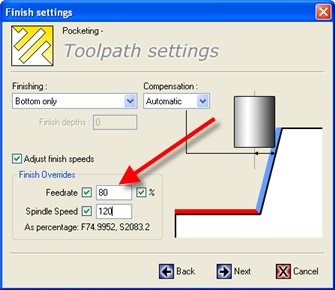
Ajuste envío de acabado
Si etiqueta ajustar las velocidades de acabado que le permitirá utilizar una alimentación y velocidad diferente a la del desbaste.
Etiquetar el único ajuste convierte la capacidad de ajuste en. Que no se convierta en la variación de la velocidad y de piensos. Que se activa mediante el etiquetado de la caja etiqueta de alimentación o la velocidad.
Si etiqueta esta aparecerán los cuadros como se muestra. Puede introducir los valores reales para el avance y la velocidad o se puede hacer que un porcentaje de los avances y las velocidades originales.
Para el uso de esta función puede que tenga que realizar lo siguiente.
Un nuevo usuario con una instalación limpia
Usted no tendrá que hacer nada como el ajuste ya se ha realizado en su puesto.
Para los usuarios existentes OneCNC
Si usted es un usuario existente y ha instalado esta actualización a través de la parte superior de su software existente tendrá que ajustar el mensaje para esta acción se lleve a cabo en la publicación.
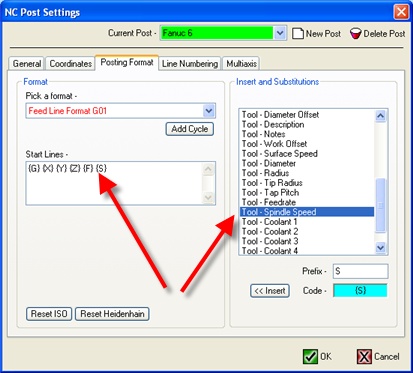
El ajuste de su mensaje para activar la velocidad de variación del husillo
Sólo tiene que abrir la entrada que utiliza e inserte el {S} en el formato de línea de alimentación G01 como se muestra.
Aquí es donde se establece su avance y la velocidad a medida para el perfil de acabado.
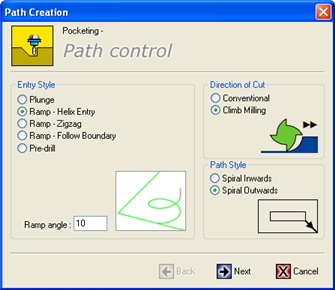
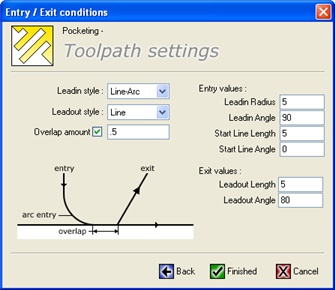
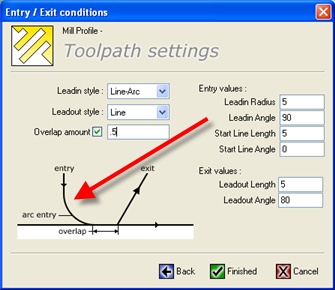
Condiciones de entrada Salida
Este es el último cuadro de diálogo donde se configuran las condiciones de salida de entrada. Hay ajustes separados para la entrada y salida. Puede tener 3 estilos de entrada o salida.
Línea
Aquí es donde usted sólo tiene una única entrada de línea a la entrada o salida
línea línea
Aquí es donde usted puede tener la entrada de línea o línea de salida que para su uso en zonas de difícil controlar la dirección y el método de la entrada o salida. La longitud de la línea de inicio es la longitud de la primera línea de entrada para el que tenga un ángulo de línea de salida que se aplica a ella. La segunda línea, que es el plomo en línea también tiene su propio control de ángulo para esta parte de la línea de entrada o salida. Se recomienda que establezca este y la trama hacia atrás y ver los resultados hasta que se sienta seguro en el uso de la misma. Cualquier duda solo SE de línea o línea de arco que es más fácil de usar.
Arco línea
La razón por la que hay una línea de arco y la compensación en su caso se lleva a cabo en esta primera línea antes de que el arco ya que no es posible utilizar la compensación directamente en un arco.
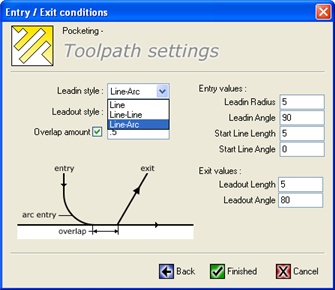
Superposición
Este es un escenario más para garantizar una buena mezcla de la meta. Esto se debe utilizar con cuidado con los bolsillos difíciles y nunca debe utilizarse cerca de las esquinas o bordes afilados en ángulo como la superposición puede ir más allá de ese punto. Una longitud normal para este no debe ser mayor que, por ejemplo 5% del radio de la herramienta para una superposición.
NCManager
El Administrador de Carolina del Norte ha sido ampliamente modificado para incluir ahora la duplicación de los grupos y los duplicados de las funciones
Grupo duplicado
Para duplicar un grupo simplemente resaltar el grupo en el administrador y haga clic en el botón derecho del ratón y aparecerá este menú. Seleccionar grupo duplicado de aquí y se duplicará todo el grupo.
Esta capacidad duplica todas las funciones dentro del grupo y crea como un nuevo grupo llamado duplicados del grupo (nombre).

Operación duplicado
Esta función permite que el duplicado de una operación en particular.
Para duplicar una operación acaba de poner de relieve la función y haga clic en el botón derecho del ratón y seleccionar la operación duplicado.

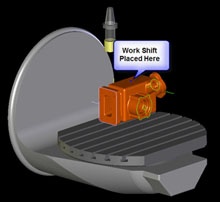
Turno de trabajo
Nueva capacidad de trabajo por turnos en el Administrador de Carolina del Norte

La nueva compensación de trabajo es para la capacidad de 3 ejes, pero también se adapta a la capacidad de múltiples ejes.
Si no se selecciona el turno de trabajo y lo coloca en su parte que va a funcionar como siempre lo ha hecho desde el punto de mira de la pantalla. Sólo se está trabajando si selecciona una posición alejada de cero XY. Para tenerla a cero XY de la mira que es donde está de forma predeterminada y no se presenta como una pelota, ya que se apaga en ese punto.
Para utilizar esta función, es suficiente hacer que sus trayectorias de herramientas de la manera normal sin preocuparse donde el cero de XY es. A continuación, cuando se contabiliza la derecha haga clic en el grupo en el administrador de CN y escoger turno de trabajo y colocar el turno de trabajo en la posición de la parte en la que quiere que sea la posición XY cero o el trabajo de coordenadas de la máquina. Por defecto se mostrará como una pequeña bola negro. Si desea que el color de este para su personalización vaya a las propiedades> Colores> y cambiar el valor por defecto de negro para el color elegido.
Esto nos permite ahora la pieza que se coloca en cualquier lugar de la pantalla durante la programación y la jornada de trabajo se puede utilizar para colocar coordinar el trabajo de cero XY en la pieza.
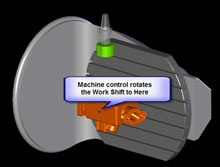
Para el eje de múltiples donde la máquina requiere el trabajo en turnos para girar con la parte
Nuevo control de turno de trabajo para permitir la desconexión de la rotación del turno de trabajo para las máquinas de posición fija
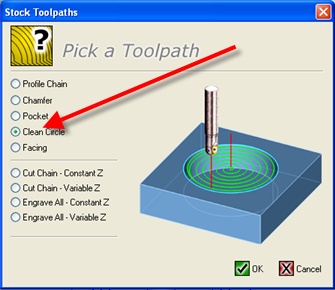
Función Círculo limpia
Nueva función Clean círculo que tiene capacidad para terminar con la misma herramienta que el desbaste con salida de entrada automática.
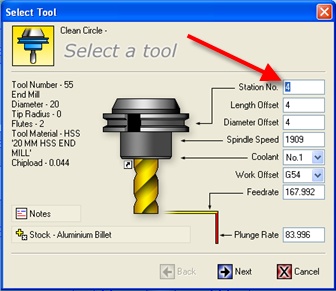
El diálogo de selección de herramienta tiene un cambio de funciones.
El número de estación tiene una nueva tecnología de seguridad automático para permitir cambios en los desplazamientos.
No existe ninguna caja para la selección de la herramienta. El número de estación o bien proviene de la biblioteca de herramientas de la selección de la herramienta o que acaba de escribir el número de la estación. El se hace de esta manera para que a medida que se introduce el número de herramienta a compensar la longitud y el diámetro de compensación se ajustarán automáticamente.
El método correcto de la selección y colocación de una herramienta
Cuando aparezca este cuadro de diálogo lo primero que debe hacer es seleccionar la herramienta antes de cualquier otra configuración.
1. Seleccionar la herramienta
2. Seleccione el número de estación (longitud y diámetro fuera de la oficina va a cambiar)
Compruebe que la longitud y el diámetro de compensación son correctos
3. Seleccionar el material (si no estuviera ya establecido)
4. Seleccionar refrigerante (si no estuviera ya establecido)
5. Seleccione el decalaje de origen (si no se ha establecido)
Haga clic en Siguiente.
Nota:
Después de haber configurado la herramienta y las compensaciones es posible ahora para que cambie las compensaciones a los números personalizados en lugar de los mismos números si es necesario y que permanece fijo.
Si edita los desplazamientos en un momento posterior se van a quedar conjunto.
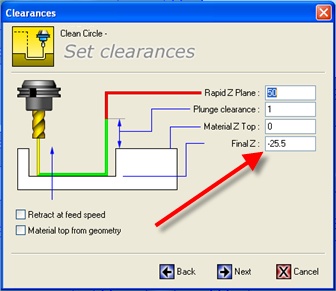
El diálogo de espacios libres conjunto es lo mismo que antes.
Z final
Este es el valor en valor absoluto o el valor del límite geometría seleccionada del bolsillo como se define mediante el etiquetado del Material de la tapa de la geometría.
Material de la tapa De la Geometría
Usted tiene la posibilidad de seleccionar que el valor Z de los bolsillos es de un valor absoluto o Z es el valor de Z se puede hacer lo mismo que la geometría límite de bolsillo seleccionado.
Advertencia Nota especial:
Hacemos también la tensión en este punto el plano de liberación de Z debe estar siempre por encima de la altura de la abrazadera o cualquier otra altura de la obstrucción en la parte que está siendo mecanizada de manera que cuando los rápidos herramienta sobre el trabajo que siempre estarán en una posición de separación para la seguridad completa.
Este cuadro de diálogo siguiente muestra la nueva tecnología para el desbaste y acabado de la cajera.
Ajustes en bruto
Paso automática Sobre
El paso automático puede permanecer más de una vez establecido el paso deseado durante establecido. El paso más para el círculo limpio es normalmente alrededor de 50%, aunque esto se puede establecer a su cantidad deseada con tal de que limpia el bolsillo. Esto se puede comprobar mediante la ejecución de la simulación y si no se limpia el porcentaje se puede cambiar sin tener que volver a seleccionar el bolsillo.
Paso a paso por Distancia
Si desea que el paso a ser una distancia exacta simplemente la etiqueta de la ONU el paso automático e insertar el valor deseado en el cuadro de pasar por encima de la distancia que no será atenuado vez sin etiquetar.
Al salir al Finalizar
Este es el valor de la cantidad que se va a dejar para el corte de acabado que se representará en el siguiente cuadro de diálogo.
Las profundidades aproximadas
Este es el valor de la profundidad de corte real y no es un promedio más sino más bien la cantidad real profundidad de corte.
última Cut
Este es el valor del corte final en la parte inferior de la bolsa que se convierte efectivamente en el corte de acabado en la parte inferior.
Wall Taper
la forma cónica de la pared es los grados reales de la forma cónica de la pared de la bolsa.
Con el acabado Ride
Ajuste envío de acabado
Si etiqueta ajustar las velocidades de acabado que le permitirá utilizar una alimentación y velocidad diferente a la del desbaste.
Etiquetar el único ajuste convierte la capacidad de ajuste en. Que no se convierta en la variación de la velocidad y de piensos. Que se activa mediante el etiquetado de la caja etiqueta de alimentación o la velocidad.
Si etiqueta esta aparecerán los cuadros como se muestra. Puede introducir los valores reales para el avance y la velocidad o se puede hacer que un porcentaje de los avances y las velocidades originales.
Para el uso de esta función puede que tenga que realizar lo siguiente.
Un nuevo usuario con una instalación limpia
Usted no tendrá que hacer nada como el ajuste ya se ha realizado en su puesto.
Para los usuarios existentes OneCNC
Si usted es un usuario existente y ha instalado esta actualización a través de la parte superior de su software existente tendrá que ajustar el mensaje para esta acción se lleve a cabo en la publicación.
El ajuste de su mensaje para activar la velocidad de variación del husillo
Sólo tiene que abrir la entrada que utiliza e inserte el {S} en el formato G01 Avance de línea.
Correcciones de la herramienta:
Usted tiene 4 opciones aquí
Automático
Aquí es donde OneCNC se compensa automáticamente el cortador utilizando el valor del radio de la biblioteca de herramientas y es el tipo recomendado de compensación.
Máquina
Esta compensación del cortador pasa a los códigos de la máquina para permitir el control completo de un borrador de corte sobre la pasada de acabado. Por supuesto, esto requiere que tenga los registros correctos establecidos en el control de la máquina para manejar esto correctamente.
Es necesario tener mucho cuidado en la lectura de su manual de la máquina-herramienta para asegurarse de que son capaces de utilizar cualquiera de las funciones de corrección de herramienta.
Si tiene dudas en el uso de la compensación del cortador utilizar la configuración automática. Esta configuración OneCNC compensará automáticamente para el usuario.
Use (Closer)
Esta configuración utiliza la compensación automática y aplica los códigos de corrección para la máquina de modo que usted puede tener un control de tolerancia de la herramienta a su control de la máquina para el control de tolerancias estrechas.
Desgastar)
Esta configuración utiliza la compensación automática y aplica los códigos de corrección para la máquina de modo que usted puede tener un control de tolerancia de la herramienta a su control de la máquina para el control de tolerancias estrechas.
Advertencia especial sobre el uso de desgaste más cerca o más lejos
Al usar esta función debe utilizarse con precaución y cuidado. Se requiere que tenga un valor cero para el diámetro de la herramienta en el control debido a que el software es automáticamente configuración de la herramienta. El único valor que debería tener que utilizar en el control de la máquina sería la cantidad tolerancia que necesita ajustar por mantener el tamaño de la tolerancia que usted desea.
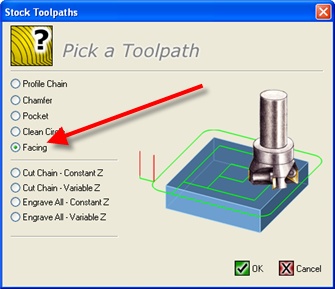
Función frente
Revestimiento con islas
La función enfrenta ahora puede tener límites internos al paramento. Es simplemente una cuestión de seleccionar las que den a, así como los límites internos. Esto es adecuado, siempre y cuando no hay saliente por encima del nivel de revestimiento. Si hay protuberancias anteriores que deben ser evitados, es mejor utilizar la función de bolsillo.
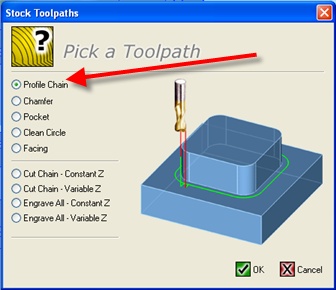
Detalle de la cadena
Función Detalle de la Cadena
Nueva función del perfil que tiene capacidad para terminar con la misma herramienta que el desbaste con salida de entrada automática.
El primer cuadro de diálogo, como se muestra aquí bajo no ha cambiado aquí es donde se selecciona la función de perfil.
El diálogo de selección de herramienta tiene un cambio de funciones.
El número de estación tiene una nueva tecnología de seguridad automático para permitir cambios en los desplazamientos.
No existe ninguna caja para la selección de la herramienta. El número de estación o bien proviene de la biblioteca de herramientas de la selección de la herramienta o que acaba de escribir el número de la estación. El se hace de esta manera para que a medida que se introduce el número de herramienta a compensar la longitud y el diámetro de compensación se ajustarán automáticamente.
El método correcto de la selección y colocación de una herramienta
Cuando aparezca este cuadro de diálogo lo primero que debe hacer es seleccionar la herramienta antes de cualquier otra configuración.
1. Seleccionar la herramienta
2. Seleccione el número de estación (longitud y diámetro fuera de la oficina va a cambiar)
Compruebe que la longitud y el diámetro de compensación son correctos
3. Seleccionar el material (si no estuviera ya establecido)
4. Seleccionar refrigerante (si no estuviera ya establecido)
5. Seleccione el decalaje de origen (si no se ha establecido)
Haga clic en Siguiente.
Nota:
Después de haber configurado la herramienta y las compensaciones es posible ahora para que cambie las compensaciones a los números personalizados en lugar de los mismos números si es necesario y que permanece fijo.
Si edita los desplazamientos en un momento posterior se van a quedar conjunto.
El diálogo de espacios libres conjunto es lo mismo que antes.
Z final
Este es el valor en valor absoluto o el valor del límite geometría seleccionada del bolsillo como se define mediante el etiquetado del Material de la tapa de la geometría.
Material de la tapa De la Geometría
Usted tiene la posibilidad de seleccionar que el valor Z de los bolsillos es de un valor absoluto o Z es el valor de Z se puede hacer lo mismo que la geometría límite de bolsillo seleccionado.
Advertencia Nota especial:
Hacemos también la tensión en este punto el plano de liberación de Z debe estar siempre por encima de la altura de la abrazadera o cualquier otra altura de la obstrucción en la parte que está siendo mecanizada de manera que cuando los rápidos herramienta sobre el trabajo que siempre estarán en una posición de separación para la seguridad completa.
Este cuadro de diálogo siguiente muestra la nueva tecnología para el desbaste y acabado de la cajera.
Ajustes en bruto
Paso automática Sobre
El paso automático puede permanecer más de una vez establecido el paso deseado durante establecido. El paso más es normalmente alrededor de 50%, aunque esto puede ser ajustado a la cantidad deseada. Esto se puede comprobar mediante la ejecución de la simulación y si no se limpia el porcentaje se puede cambiar sin tener que volver a seleccionar la cadena.
Paso a paso por Distancia
Si desea que el paso a ser una distancia exacta simplemente la etiqueta de la ONU el paso automático e insertar el valor deseado en el cuadro de pasar por encima de la distancia que no será atenuado vez sin etiquetar.
Al salir al Finalizar
Este es el valor de la cantidad que se va a dejar para el corte de acabado que se representará en el siguiente cuadro de diálogo.
Retire Monto
Esta es la cantidad total de material a retirar.
Por ejemplo, si tiene un bloque de 100 mm de lado y que quería que fuera un tamaño final de 90 mm de lado la cantidad de eliminación sería de 5 mm.
Las profundidades aproximadas
Este es el valor de la profundidad de corte real y no es un promedio más sino más bien la cantidad real profundidad de corte.
última Cut
Este es el valor del corte final en la parte inferior de la bolsa que se convierte efectivamente en el corte de acabado en la parte inferior.
Wall Taper
la forma cónica de la pared es los grados reales de la forma cónica de la pared de la bolsa.
Con el acabado Ride
Ajuste envío de acabado
Si etiqueta ajustar las velocidades de acabado que le permitirá utilizar una alimentación y velocidad diferente a la del desbaste.
Etiquetar el único ajuste convierte la capacidad de ajuste en. Que no se convierta en la variación de la velocidad y de piensos. Que se activa mediante el etiquetado de la caja etiqueta de alimentación o la velocidad.
Si etiqueta esta aparecerán los cuadros como se muestra. Puede introducir los valores reales para el avance y la velocidad o se puede hacer que un porcentaje de los avances y las velocidades originales.
Para el uso de esta función puede que tenga que realizar lo siguiente.
Un nuevo usuario con una instalación limpia
Usted no tendrá que hacer nada como el ajuste ya se ha realizado en su puesto.
Para los usuarios existentes OneCNC
Si usted es un usuario existente y ha instalado esta actualización a través de la parte superior de su software existente tendrá que ajustar el mensaje para esta acción se lleve a cabo en la publicación.
Para tomar explicar la actuación en este información de actualización, verá un título de velocidad y avance de Ajuste.
Correcciones de la herramienta:
Usted tiene 4 opciones aquí
Automático
Aquí es donde OneCNC se compensa automáticamente el cortador utilizando el valor del radio de la biblioteca de herramientas y es el tipo recomendado de compensación.
Máquina
Esta compensación del cortador pasa a los códigos de la máquina para permitir el control completo de un borrador de corte sobre la pasada de acabado. Por supuesto, esto requiere que tenga los registros correctos establecidos en el control de la máquina para manejar esto correctamente.
Es necesario tener mucho cuidado en la lectura de su manual de la máquina-herramienta para asegurarse de que son capaces de utilizar cualquiera de las funciones de corrección de herramienta.
Si tiene dudas en el uso de la compensación del cortador utilizar la configuración automática. Esta configuración OneCNC compensará automáticamente para el usuario.
Use (Closer)
Esta configuración utiliza la compensación automática y aplica los códigos de corrección para la máquina de modo que usted puede tener un control de tolerancia de la herramienta a su control de la máquina para el control de tolerancias estrechas.
Desgastar)
Esta configuración utiliza la compensación automática y aplica los códigos de corrección para la máquina de modo que usted puede tener un control de tolerancia de la herramienta a su control de la máquina para el control de tolerancias estrechas.
Advertencia especial sobre el uso de desgaste más cerca o más lejos
Al usar esta función debe utilizarse con precaución y cuidado. Se requiere que tenga un valor cero para el diámetro de la herramienta en el control debido a que el software es automáticamente configuración de la herramienta. El único valor que debería tener que utilizar en el control de la máquina sería la cantidad tolerancia que necesita ajustar por mantener el tamaño de la tolerancia que usted desea.
El ajuste de su mensaje para activar la velocidad de variación del husillo
Sólo tiene que abrir la entrada que utiliza e inserte el {S} en el formato G01 Avance de línea.
Condiciones de entrada Salida
Este es el último cuadro de diálogo donde se configuran las condiciones de salida de entrada. Hay ajustes separados para la entrada y salida. Puede tener 3 estilos de entrada o salida.
Línea
Aquí es donde usted sólo tiene una única entrada de línea a la entrada o salida
línea línea
Aquí es donde usted puede tener la entrada de línea o línea de salida que para su uso en zonas de difícil controlar la dirección y el método de la entrada o salida. La longitud de la línea de inicio es la longitud de la primera línea de entrada para el que tenga un ángulo de línea de salida que se aplica a ella. La segunda línea, que es el plomo en línea también tiene su propio control de ángulo para esta parte de la línea de entrada o salida. Se recomienda que establezca este y la trama hacia atrás y ver los resultados hasta que se sienta seguro en el uso de la misma. Cualquier duda solo SE de línea o línea de arco que es más fácil de usar.
Arco línea
La razón por la que hay una línea de arco y la compensación en su caso se lleva a cabo en esta primera línea antes de que el arco ya que no es posible utilizar la compensación directamente en un arco.
Nueva capacidad en las funciones de perfil de acabado de la parte inferior a modo de último corte
Nueva capacidad en la función de perfil con múltiples cortes de desbaste
Nueva capacidad de personalizar la alimentación de acabado del perfil y de velocidad independiente o un porcentaje del desbaste.
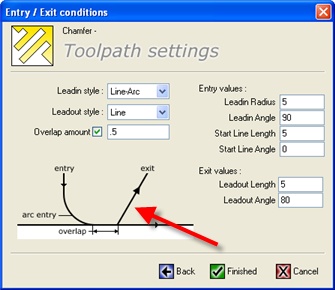
Función chaflán
La función del chaflán ahora incluye nueva salida de entrada independiente para el corte.
los usuarios actuales con los archivos almacenados pueden tener que cambiar los valores de entidad porque se trata de una característica añadida a todas las versiones anteriores.
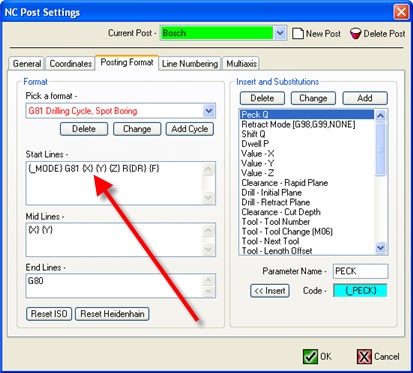
Ciclos de taladro
Ciclos de taladrado
Ahora hay nueva capacidad posterior para la perforación de tener XY en la primera posición. Algunos controles de la máquina en general, los PC menos inteligentes como Bosch ANILAM y otros requieren la posición XY para estar en el ciclo de la máquina a pesar de que ya se ha trasladado a ese punto.
los usuarios actuales tendrán que modificar su puesto para añadir esta característica, ya que no sobre-corregir los mensajes de instalación.
herramienta de Cambio
La capacidad de cambio de herramienta en el puesto es ahora cambia a tener las nuevas características que se enumeran a continuación.
Selección del número de herramienta ha cambiado. Esto ha cambiado debido a la capacidad de tener ahora la libertad de desplazamiento alternativo números a la de la herramienta.
Al seleccionar primero una herramienta el número de herramienta puede venir desde el archivo de la herramienta si usted tiene los números de allí o el número puede ser acaba de escribir. A medida que se introduce el número de herramienta que va a ver el registro de la altura y los números de registro de diámetro cambian automáticamente de forma simultánea . A continuación, puede editar los números de registro de forma independiente si es necesario y que permanecerán guardados como esos números para este programa.
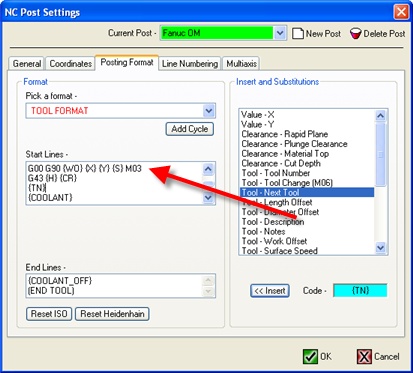
Herramienta de Pre-Call
Nueva capacidad de tener una herramienta de pre-llamada en el cambio de herramientas para acceder a la herramienta siguiente lista. Esto permite que las máquinas que son capaces de tener la siguiente herramienta llamada y se han preparado en el cambiador para un cambio rápido de la herramienta en lugar de tener que esperar a la revista a índice.
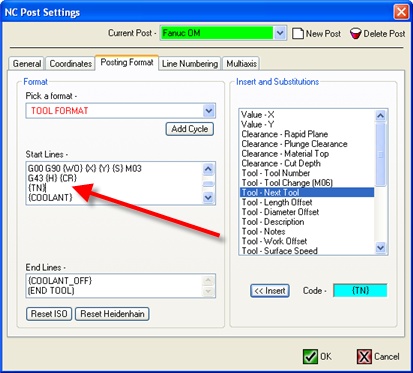
Cambio de herramienta Posición XY antes de que el G43
Publicar ahora tiene la capacidad para el cambio de herramienta para tener la posición XY antes de aplicar el llamado a la compensación de longitud. En una instalación nueva limpia todos los mensajes tienen esta capacidad añadida.
Para los usuarios existentes no nos pasar por encima de la posterior por lo que si desea utilizar esta nueva capacidad que necesita para ir a la herramienta de cambio del puesto e inserte el {X} {Y} en el lugar apropiado.
Editor de DNC
El enlace DNC ha sido modificado para un mejor manejo del juego y el ahorro de archivos de gran tamaño

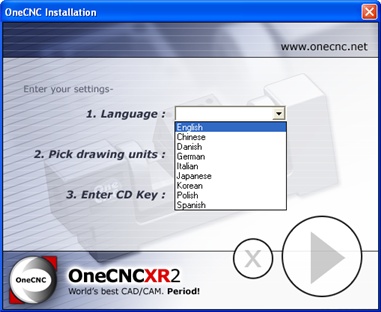
idiomas
Extensa modificación y adiciones de 10 idiomas, así como el soporte Unicode ahora en el editor de DNC.
El Unicode permite que los caracteres japoneses para ser utilizados en las notas, etc en el programa NC.
Actualizaciones de OneCNC
OneCNC XR9 versión 74.83
Abr 18 2024
OneCNCXP 5.23
Jul 31 2003
OneCNCXP 5.27
Sept 05 2003